
-
Industrier
-

Generel fremstilling
-

Affaldshåndtering
-

Præfabrikeret
-

Strøm
-

Sten
-

Papirfremstilling
-

Metalproduktion
-

Brobygning
-

Havnekraner: Til håndtering af containere og bulkmaterialer
-

Traverskraner til olie- og gasindustrien: Forbedrer driftseffektiviteten
-

Marinekraner til effektiv lastning på skibe
-

Traverskraner til bilindustrien: Effektive automatiseringsløsninger
-

Traverskranløsninger til jernbaner: Sporlægning, vedligeholdelse af rullende materiel og containerhåndtering
-

Traverskraner til fødevarer og drikkevarer: Pålidelige løsninger til effektiv håndtering
-

Traverskraner til effektiv fremstilling af cement, glas, mursten og præfabrikeret beton
-

Traverskraner til luftfartsindustrien: Flyvedligeholdelse og montering
-

Traverskraner til luftfart: Præcisionsløft til raketopsendelse og -transport
-
-
Produkter
-
Løftekraner
-

Enkeltbjælke overheadkraner
-

Dobbeltdrager overhead kraner
-

Europæiske type enkeltbjælkekraner
-

Europæiske dobbeltbjælkekraner
-

Eksplosionssikre traverskraner
-

Grab og magnetiske traverskraner
-

Monorail kraner
-

Støbehovedkraner
-

Isolering traverskraner
-

Løftekraner med lav frihøjde
-

Få fat i traverskraner
-

Løse overhead kraner
-

Underhængte traverskraner
-

Elektromagnetiske traverskraner
-

Arbejdsstationskraner
-

Fritstående arbejdsstationsbrokraner
-

Loftmonteret brokran
-

Manuelle traverskraner
-
-
Gantry kraner
-

Semi portalkraner
-

Enkeltbjælke portalkraner
-

Dobbeltbjælke portalkraner
-

Container portalkraner
-

Truss portalkraner
-

Justerbare portalkraner
-

Bærbare portalkraner
-

Europæiske portalkraner
-

Portalkraner i aluminium
-

Gummibelagte containerportalkraner
-

Skinnemonterede containerportalkraner
-

Skibsværfts portalkran
-

Europæiske portalkraner med enkelt bjælke
-

Europæiske dobbeltbjælkeportalkraner
-
- Fokkekraner
- Særlige kraner
- Elektriske hejser
- Overførselsvogne
-
Løftekraner
-
Kran dele
-
Grib Bøtter
-

Elektrisk gribespand i rustfrit stål
-

Mekaniske greb med fire reb appelsinskal
-

Mekanisk gribespand med fire reb
-

Elektrohydrauliske rektangulære gribere
-

Elektrohydrauliske Clamshell-greb
-

Elektrohydrauliske appelsinskræller, hydrauliske kaktusgreb
-

Grib til elektrisk motor
-

Elektrisk Monorail gribespand med Monorail hejs
-

Fjernbetjening Clamshell Gribs
-

Mekaniske to-reb Clamshell-greb
-

Trægreb
-

Grab-spand med enkelt reb
-

Rengøringsmaskiner til affaldsstativ
-

Uddybningsgreb
-

Trimningsgreb
-
- Kranspreder
-
Kran Reservedele
-

Kranskiver
-

Ståltovskiver
-

Kranetromle
-

Kranvogn
-

Elektrisk spil
-

Kranførerkabine
-

Overheadkranbremser
-

Overheadkrankabler
-

Overhead kran reb guider
-

Luftkranledere og strømforsyningsledninger
-

Skinner til traverskraner
-

Skinneklemmer til traverskraner
-

Traverskranmotorer
-

Reduktionsgear til traverskraner
-

Koblinger til traverskran
-
- Kranhjul
-
Grib Bøtter
- Selskab
- Kontakt











































-
Industrier
-
Generel fremstilling
-
Affaldshåndtering
-
Præfabrikeret
-
Strøm
-
Sten
-
Papirfremstilling
-
Metalproduktion
-
Brobygning
-
Havnekraner: Til håndtering af containere og bulkmaterialer
-
Traverskraner til olie- og gasindustrien: Forbedrer driftseffektiviteten
-
Marinekraner til effektiv lastning på skibe
-
Traverskraner til bilindustrien: Effektive automatiseringsløsninger
-
Traverskranløsninger til jernbaner: Sporlægning, vedligeholdelse af rullende materiel og containerhåndtering
-
Traverskraner til fødevarer og drikkevarer: Pålidelige løsninger til effektiv håndtering
-
Traverskraner til effektiv fremstilling af cement, glas, mursten og præfabrikeret beton
-
Traverskraner til luftfartsindustrien: Flyvedligeholdelse og montering
-
Traverskraner til luftfart: Præcisionsløft til raketopsendelse og -transport
-
-
Produkter
-
Løftekraner
-
Enkeltbjælke overheadkraner
-
Dobbeltdrager overhead kraner
-
Europæiske type enkeltbjælkekraner
-
Europæiske dobbeltbjælkekraner
-
Eksplosionssikre traverskraner
-
Grab og magnetiske traverskraner
-
Monorail kraner
-
Støbehovedkraner
-
Isolering traverskraner
-
Løftekraner med lav frihøjde
-
Få fat i traverskraner
-
Løse overhead kraner
-
Underhængte traverskraner
-
Elektromagnetiske traverskraner
-
Arbejdsstationskraner
-
Fritstående arbejdsstationsbrokraner
-
Loftmonteret brokran
-
Manuelle traverskraner
-
-
Gantry kraner
-
Semi portalkraner
-
Enkeltbjælke portalkraner
-
Dobbeltbjælke portalkraner
-
Container portalkraner
-
Truss portalkraner
-
Justerbare portalkraner
-
Bærbare portalkraner
-
Europæiske portalkraner
-
Portalkraner i aluminium
-
Gummibelagte containerportalkraner
-
Skinnemonterede containerportalkraner
-
Skibsværfts portalkran
-
Europæiske portalkraner med enkelt bjælke
-
Europæiske dobbeltbjælkeportalkraner
-
- Fokkekraner
- Særlige kraner
- Elektriske hejser
- Overførselsvogne
-
Løftekraner
-
Kran dele
-
Grib Bøtter
-
Elektrisk gribespand i rustfrit stål
-
Mekaniske greb med fire reb appelsinskal
-
Mekanisk gribespand med fire reb
-
Elektrohydrauliske rektangulære gribere
-
Elektrohydrauliske Clamshell-greb
-
Elektrohydrauliske appelsinskræller, hydrauliske kaktusgreb
-
Grib til elektrisk motor
-
Elektrisk Monorail gribespand med Monorail hejs
-
Fjernbetjening Clamshell Gribs
-
Mekaniske to-reb Clamshell-greb
-
Trægreb
-
Grab-spand med enkelt reb
-
Rengøringsmaskiner til affaldsstativ
-
Uddybningsgreb
-
Trimningsgreb
-
- Kranspreder
-
Kran Reservedele
-
Kranskiver
-
Ståltovskiver
-
Kranetromle
-
Kranvogn
-
Elektrisk spil
-
Kranførerkabine
-
Overheadkranbremser
-
Overheadkrankabler
-
Overhead kran reb guider
-
Luftkranledere og strømforsyningsledninger
-
Skinner til traverskraner
-
Skinneklemmer til traverskraner
-
Traverskranmotorer
-
Reduktionsgear til traverskraner
-
Koblinger til traverskran
-
- Kranhjul
-
Grib Bøtter
- Selskab
- Kontakt




Sådan løser du hurtigt gnavning af kranskinne
Løftekraner er essentielt specialiseret udstyr til produktions- og produktionsvirksomheder, ansvarlige for daglige løft, vedligeholdelse og installation af udstyr og tilbehør. Tilstanden af brokraner har direkte indflydelse på, om virksomheden kan udføre produktionsopgaver til tiden og problemfrit. Derfor er det et vigtigt arbejde for produktion og vedligeholdelse at sikre brokranernes gode stand. Skinnegnav er et almindeligt fænomen i brugen af brokraner. Det er hovedsageligt forårsaget af afvigelsen af kransporet eller afvigelsen af hjulene, der overstiger standarden, hvilket resulterer i skinnegnav. Dette kan føre til afsporing, som ikke kun påvirker produktionens fremskridt, men også kan forårsage ulykker. Denne artikel analyserer årsagerne til skinnegnav for brokraner og foreslår tilsvarende forebyggende foranstaltninger, der hjælper dig med hurtigt at løse brokraner, der gnaver skinner.

Manifestationer og uønskede virkninger af gnavning af kranskinne
Ved brug af traverskraner gnider kranens hjulfælg og skinnen mod hinanden, hvilket forårsager alvorligt slid på hjulfælgen og siden af skinnen. Dette fænomen omtales som skinnegnav. De vigtigste manifestationer er som følger:
- Kranen producerer en knirkende eller høj brølende lyd under drift.
- Der er pletter eller lyse mærker på siden af skinnen, eller der kan være jernspåner rundt om skinnen.
- Under betjeningen af kranen er der tydelig indikation af skævhed mellem kanthjul og skinne.
- Kranen kan opleve modstand under drift, og på grund af friktionen mellem hjulfælgen og skinnen kan der opstå langsom start af køretøjer og andre fænomener.
- Virkning af skinnegnav på værkstedskonstruktion: Når først kranhjulet gnaver skinnen, vil det direkte generere vandrette sidekræfter, som vil få skinnen til at afvige sideværts, hvilket resulterer i udstyrsvibrationer og til sidst forårsager løsning af skruer fastgjort på skinnen. Derudover kan det forårsage overordnede kranfejl og varierende grad af påvirkning på stabiliteten af strukturen inde i værkstedet.
- Indvirkning af skinnegnav på produktion, sikkerhed og udstyr: I tilfælde, hvor skinnegnaven er alvorlig, vil skaden på skinnen øges yderligere, hvilket gør det vanskeligt for kranen at få god kontakt med hjulene under drift, hvilket i sidste ende påvirker brugen. Når først skinnen skal udskiftes, kræver det en betydelig mængde mandskab, materiale og økonomiske ressourcer, hvilket forårsager en stor forstyrrelse af produktionssikkerheden.
- Indvirkning af skinnegnav på elektrisk udstyr: Når skinnegnav opstår, vil det først forårsage betydelig modstand under krandrift, hvilket i høj grad øger den elektriske belastning og forårsager let skade på motoroverbelastning. Samtidig vil den øgede løbemodstand på kranen forårsage varierende grad af skader på forskellige komponenter i transmissionssystemet.
Analyse af årsager til at kraner gnaver
Der er forskellige årsager til, at brugen af brokraner gnaver skinnerne, hovedsageligt gennem følgende grunde til teoretisk analyse:
Gnavning af skinner på grund af orbitale årsager
Årsag 1: Skinnehældning
Når skinnebjælkerne er installeret, hvis der er en hældning, vil det få den installerede skinne til at vippe, hvilket resulterer i sideværts bevægelse af kørehjulene og slid på indersiden af den ene side af hjulfælgen og ydersiden af den anden side .
Årsag 2: Den vandrette afvigelse mellem to skinner overstiger standarden
På grund af ujævn sætning og deformation af fundamentet til værkstedet hos nogle brugere, er der en overskredet standardhøjdeforskel mellem de to skinner i samme tværsnit, hvilket fører til skinnegnav. Hvis den relative højdeforskel under skinnemontering er for stor, vil det forårsage sideværts bevægelse under krandrift, og skinnegnav opstår ofte på indersiden af den nederste skinne og ydersiden af den højere skinne. Skinnens højde kan måles ved hjælp af et nivelleringsinstrument.
Årsag 3: Spændafvigelse mellem to skinner overstiger standard
Spændvidde er en vigtig parameter i design af brokraner. Men under den faktiske skinneinstallation, hvis der er en installationsfejl, vil det forårsage problemer med spændvidde. Hvis skinneinstallationsspændet er for lille, vil det medføre skinnegnav på indersiden af hjulfælgen. Hvis skinneinstallationsspændet er for stort, vil det medføre skinnegnav på ydersiden af hjulfælgen.
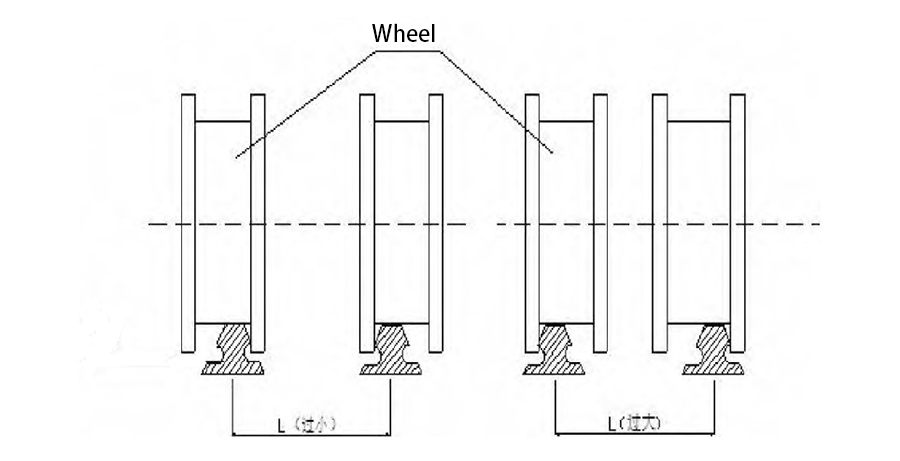
Banens spændvidde kan måles med et stålmålebånd, den ene ende af båndet fastgøres med en klemme, og den anden ende af båndet bindes til en fjederskala med en trækkraft på 0,7-0,8 kg pr. som måles en gang hver 5m. Før måling markeres referencepunkter i midten af sporet, fjederskalaspændingen skal være den samme ved hvert målepunkt.
Årsag 4: Rethedsafvigelse mellem to skinner overstiger standard
1. Inkonsekvent skinnespænd, den ene ende med en større sporvidde og den anden ende med en mindre sporvidde, hvilket får den ydre hjulfælg til at gnave på skinnen ved den større sporvidde og den indre hjulfælg til at gnave på skinnen ved den mindre sporvidde.
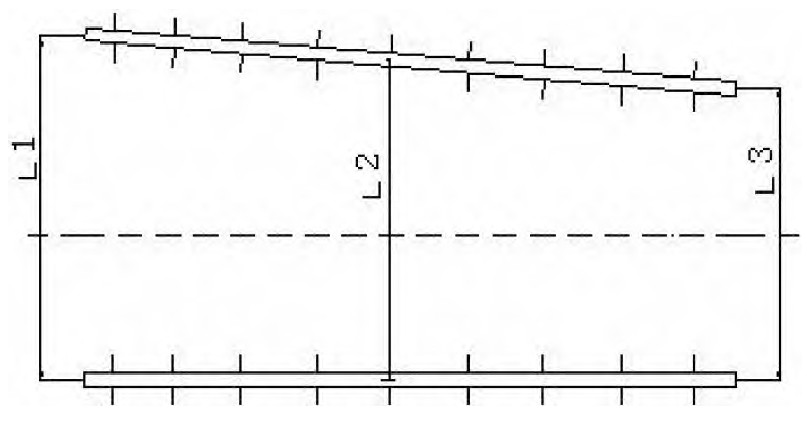
2. Skinne vandret bøjning.
Skinnens rethed kan kontrolleres ved at trække en 0,5 mm stålwire mellem skinnestoppene i begge ender og derefter måle wirens position ved hjælp af et lod. Målepunkterne kan placeres omkring 2 m fra hinanden.
Hjulrelaterede årsager til skinnegnav
Årsag 1: Hjuldiameterafvigelse
Hvis der er en stor forskel i hjuldiameter, når hjulene monteret på forskellige endebjælker bevæger sig, vil der uundgåeligt være et problem med det større hjul, der løber frem, hvilket forårsager en vandret afvigelse i løbebanen. Når afvigelsen overstiger 15 mm, vil hjulflangen blive begrænset af skinnen, hvilket fører til fænomenet skinnegnav. Skinnegnaven forårsaget af hjuldiameterafvigelsen kommer til udtryk ved, at det større hjul gnaver på ydersiden af skinnen under frem og tilbage bevægelse, mens det mindre hjul gnaver på indersiden af skinnen. I den indledende fase er der ingen tegn på skinnegnav.
Årsag 2: Diagonal afvigelse
De to hjul er ikke ens i diagonal, en årsag, der ofte resulterer i, at begge spor bliver tygget inde eller ude på samme tid.
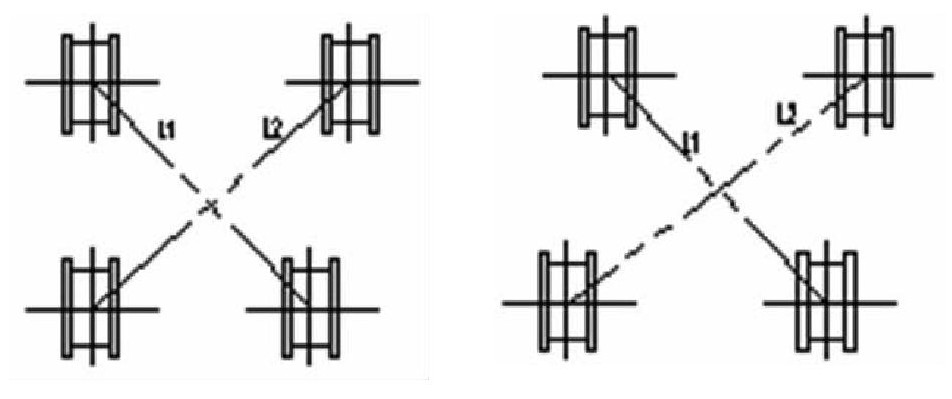
Inspektion af diagonal afvigelse: Placer traverskranen på et skinnestykke med god linearitet, og find midten af hjulenes rulleflade ved hjælp af en stållineal. Hæng et lod i midten og marker det tilsvarende sted på skinnen. Gentag denne proces for de tre andre hjul. Disse fire punkter tjener som målepunkter for hjulenes diagonal og spændvidde. For at reducere målefejl, fastgør den ene ende af stållinealen med en klemme og fastgør en fjedervægt til den anden ende. Spændingen skal holdes på 0,7-0,8 kg pr. meter spændvidde.
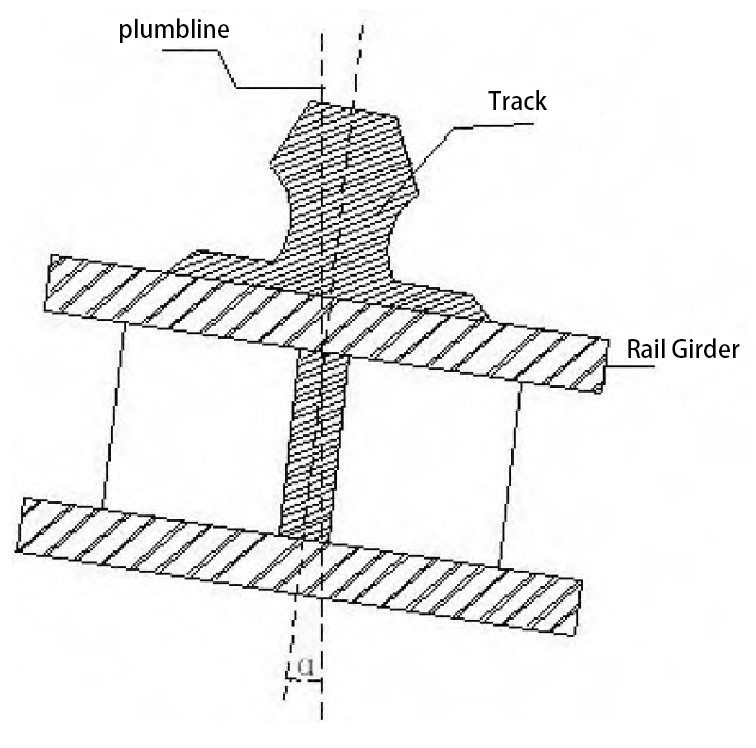
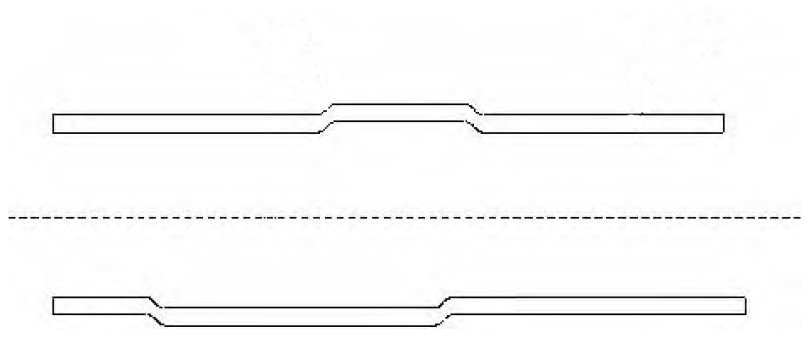
Årsag 3: Hjulets vandrette afvigelse
De faktorer, der får hjulet til at afvige vandret, kommer normalt fra transport, installation og driftsprocesser. For eksempel, når et af hjulene afviges, vil det forårsage skinnegnav på den ene side af hjulet. Når den bevæger sig i den modsatte retning, vil skinnegnav opstå på den anden side. Skinnegnav er normalt mere alvorligt, når der er en vandret afvigelse.
Inspektion af hjulets vandrette afvigelse: Vælg en sektion af skinnen med god linearitet som reference, og anbring en 0,5 mm fin ståltråd parallelt med den ydre overflade af skinnen i en afstand svarende til "a". Mål derefter afstandene ved punkterne "b1", "b2" og "b3" ved hjælp af en stållineal. Den vandrette afvigelse af hjul 1 er "b1 - b2", den vandrette afvigelse af hjul 2 er b4 - b3, og den lige afvigelse af hjulene er "(b1 + b2)/2 - (b3 + b4)/2".
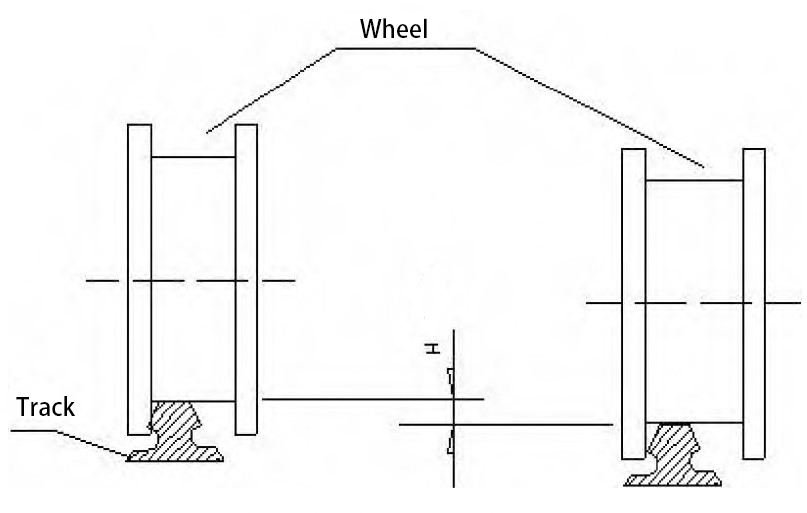
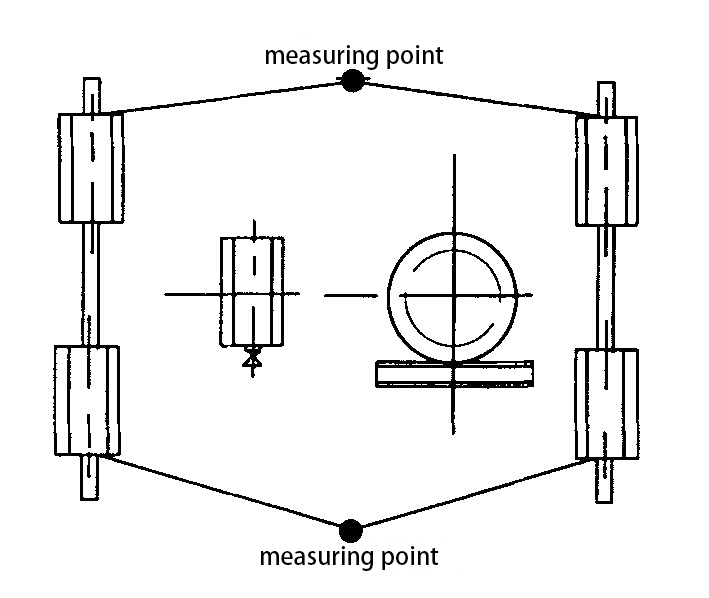
Årsag 4: Hjulets lodrette afvigelse
Når kranen er i vippet tilstand, vil afstanden mellem skinnen og hjulflangen mindskes betydeligt. Centrum af hjulets slidbane vil danne en α-vinkel med den lodrette linje. Når den lodrette afvigelse overstiger den angivne værdi, vil der opstå skinnegnav. Derfor er det afgørende at kontrollere den lodrette afvigelse.
Inspektion af hjulets lodrette afvigelse: Mål X ved hjælp af et lod for at bestemme hjulenes lodrette afvigelse.
Brodeformation forårsager skinnegnav
Årsag 1: Vandret bøjning af endebjælken forårsaget af brodeformation
Når der er en fejl i diagonalen, og den er større end 5 mm, vil det forårsage spændviddeafvigelse. Hvis forskellen er negativ, vil det føre til skinnegnav på ydersiden af hjulet, og omvendt for skinnegnav på indersiden.
Årsag 2: Hjulets vandrette afvigelse forårsaget af vandret bøjning af endebjælken
Grundårsagen til dette fænomen er, at den store vandrette bøjning af endebjælken vil øge hjulenes hældning, hvilket gør hjuljusteringen uoverensstemmende med skinnens midterlinje, hvilket resulterer i skinnegnav.
Årsag 3: Lodret deformation af broen
Efterhånden som broens lodrette deformationsamplitude øges, vil den inducere en række strukturelle ændringer, herunder lodret hældning af køretøjet, fremkomsten af vinklen mellem slidbanens overflade og lodlinjen, således at ændringer i hjulenes rulleradius . Når kranen har lasten, øges denne ændring også, og en større nedbøjning vil også føre til fænomenet at gnave skinnen.
Skinnegnav forårsaget af transmissionssystemet
Baseret på analysen af traverskranens anvendelseserfaring kan problemer med drivsystemet og bremsesystemet også forårsage skinnegnav.
- Drivsystem: Når kranen drives af flere motorer, kan inkonsistente hastigheder forårsage afvigelse i hjulets kørehastighed, hvilket fører til skinnegnav.
- Bremsesystem: Inkonsekvente decelerationsforhold for kranen kan også resultere i forskellig bremseeffektivitet af hjulene, hvilket gør det vanskeligt for hjulene at bremse jævnt. Når afvigelsen overstiger grænsen, opstår der skinnegnav på grund af usynkroniseret bremsning.
Andre grunde
Forkert betjening, såsom at vognen ofte arbejder på den ene side, forårsager øget tryk og modstand på hjulene på den side, hvilket resulterer i skinnegnav. Pludselig start eller stop kan forårsage hjulslip, hvilket fører til skinnegnav.
Langvarig overbelastning af kranen, uautoriserede betjeninger og andre årsager kan forårsage deformation af fjernbjælken, endebjælken eller trolleyrammen, hvilket resulterer i ændringer i lodret og spændvidde af hjulene, hvilket forårsager skinnegnav under drift.
Afvigelser i hjuljusteringen kan forekomme, hvis hjul og lejer ikke er korrekt justeret efter vedligeholdelse og udskiftning.
Løsningsstrategien for Overhead Cranes Rail Gnawing
Løsning på jernbaneproblemer
- Skinnetilt: Brug metoden til at tilføje stålmåtte til at justere mængden af fejl for at sikre, at skinneniveau, højde og krumning er i overensstemmelse med standarden.
- Skinne horisontal afvigelse: For det samme tværsnit af de to skinner er den relative højdeforskel for stor forårsaget af gnavende skinnen, bør justeres med høj og lav fejl, ved hjælp af metoden til at tilføje puder til at justere valget af almindelig stålplade, hvis tykkelse er valgt i henhold til sporet målt høj og lav fejl, puder kræver en flad overflade, ingen bump og fordybninger, bredden af de udvendige mål bør ikke være mere end sporets trykplade 20 mm, undersiden af sporet skal udfyldes uden udhæng og fastgøres til bjælken nedenunder med en trykplade med bolte; denne metode er økonomisk, pålidelig, effektiv og enkel i strukturen.
- Skinnespændafvigelse: Juster trykpladeskruerne på skinnen, og juster derefter skinnen på den anden side med den justerede skinne som benchmark, vær opmærksom på elevationen af styreskinnen i justeringen for at få den til at overholde standarden.
- Rail Straightness Deviation: Kalibrer afvigelsespositionen af skinnen, løsn fiskehale-klempladen og trykskinneboltene, og brug derefter håndhammeren og nogle andre hårde instrumenter til at hamre de skrå stifter på trykskinnen, hvilket får de skrå stifter til at trykke på siden til ændre placeringen af skinnen, og forstærk derefter de tryksatte skinnebolte, og så videre gentag kontrollen et par gange, så den når det tilsvarende niveau, og ret fænomenet med vandret bøjning.
Løsning på hjulproblemer
- Hjuldiameterafvigelse: Når hjuldiameterafvigelsen overstiger standarden, skal den genbehandles eller udskiftes. Diameterafvigelsen mellem de aktive og passive hjul efter udskiftning bør ikke overstige 3 mm, ellers vil det påvirke kranens overordnede struktur.
- Hjuldiagonal afvigelse:
Hvis gnaveskinnen er forårsaget af hjulets vandrette afvigelse, kan tykkelsen af venstre og højre shims på lejesædet justeres. Hvis gnaveskinnen er forårsaget af hjulets vertikalitet, kan der tilføjes tynde shims under lejesædet.
Gnav forårsaget af hjulspænding, akselafstand, diagonal eller rethedsafvigelse af hjul på samme spor kan løses ved at flytte det drevne hjuls position. - Hjulets vandrette hældning: Der er to metoder til at justere hjulets vandrette hældning. Den første metode er at justere shimtykkelsen af positioneringsnøglen på vinkellejeboksen for at korrigere den vandrette hældning. Den anden metode er at genskabe passende positioneringsnøgler og svejse dem på plads for at eliminere den vandrette hældning.
- Hjulets lodrette hældning: Metoden til at justere hjulets lodrette hældning er at tilføje shims til vinkellejekassen og horisontal positioneringsnøglen, eller tilføje shims mellem den horisontale positioneringsnøgle og endebjælkens bøjningsplade. Afhængigt af retningen af hjulets lodrette hældning skal du tilføje shims til den tilsvarende side af vinkellejekassen. Hvis tykkelsen af shim er større end 2/3 af dybden af vinkellejekassens positioneringsslids, skal shim tilføjes direkte til endebjælkebøjningspladen for at løse skinnegnaveproblemet.
Løsninger til problemer med brodeformation
Brodeformation omfatter mange faktorer, såsom transport, installation, brug og andre forbindelser. Når broen viser sig at have en lille grad af deformation, kan du prioritere justeringen af hjulene, og i nogle tilfælde kun behøver at justere et enkelt hjul for at eliminere gnavefænomenet, såsom at justere hjulenes vandrette skævhed, lodret skævhed, spændvidde og diagonal og så videre. Hvis brodeformationen overstiger et vist interval, og der er et mere tydeligt gnaveskinnefænomen, er det nødvendigt at reparere de deformerede dele af broen. Den generelle behandlingsmetode er at korrigere bjælkens underforstyrrelse, sidebøjning, endebjælke horisontalbøjning osv., såsom at træffe foranstaltninger som forspændingskorrektion eller flammekorrektion. Blandt dem refererer forspændingskorrektionsmetoden til hoveddrageren under dækpladens svejsestøttesæde og brug af højkvalitets ståltråde som spændingsforstærkninger for at modvirke deformationen af kranskinnen. Flamme korrektion metode er brugen af oxyacetylen flamme, broen deformation dele af gennemførelsen af varmebehandling, således at deformation dele af sammentrækningen effekt, for at opnå formålet med korrektion af broen.
Løsningen på transmissionssystemet, der fører til gnaven af skinner
For separat drevne traverskraner skal begge ender vælges med samme model, de samme parametre for motoren, dens 2 grupper af drivmekanisme lejer og bremser skal justeres til samme grad af tæthed. Samtidig, i processen med installation og brug, bør reduktionsgear, kobling og relaterede transmissionskomponenter testes for at sikre, at installationens tæthed, frigang, slid og så videre for at opretholde ensartethed, for at maksimere undgåelse af driftsfejl.
Skinnegnav er en væsentlig bekymring for industrier, der er afhængige af traverskraner. Ved at forstå årsagerne bag skinnegnav og implementere passende løsninger, kan virksomheder afbøde dette problem og sikre jævn og sikker krandrift og samtidig minimere vedligeholdelsesomkostningerne.
Send din forespørgsel
- E-mail: sales@hndfcrane.com
- WhatsApp: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tlf.: +86-373-581 8299
- Fax: +86-373-215 7000
- Tilføj: Changnao Industrial District, Xinxiang City, Henan-provinsen, Kina
 WeChat
WeChat
- Løftekraner
- Dobbeltdrager overhead kraner
- Enkeltbjælke overheadkraner
- Europæiske type enkeltbjælkekraner
- Eksplosionssikre traverskraner
- Grab og magnetiske traverskraner
- Monorail kraner
- Støbehovedkraner
- Arbejdsstationskraner
- Fokkekraner
- Vægmonterede svingkraner
- Wall Travelling Jib Cranes
- Fritstående svingkraner
- Aluminiumsvingkraner: Let, jævnt roterende arm for nem løftning
- Balancesvingkraner: Effektiv let løftning til mekanisk montering over korte afstande
- Manuelle fritstående svingkraner: Effektive manuelle løfteløsninger til operationer med begrænset plads
- Elektriske fritstående svingkraner: Fuldt elektrisk løsning til hurtig løft med høj kapacitet
- Leddelte svingkraner: Præcisionsløft med dobbeltarmsfleksibilitet
- Gantry kraner
- Dobbeltbjælke portalkraner
- Semi portalkraner
- Enkeltbjælke portalkraner
- Truss portalkraner
- Container portalkraner
- Justerbare portalkraner
- Bærbare portalkraner
- Europæiske portalkraner
- Industrier
- Generel fremstilling
- Affaldshåndtering
- Præfabrikeret
- Strøm
- Sten
- Papirfremstilling
- Metalproduktion
- Brobygning
- Havnekraner: Til håndtering af containere og bulkmaterialer
- Traverskraner til olie- og gasindustrien: Forbedrer driftseffektiviteten
- Marinekraner til effektiv lastning på skibe
- Traverskraner til bilindustrien: Effektive automatiseringsløsninger
- Elektriske hejser
- Elektriske wireløftere
- Elektriske kædetaljer
- Elektriske hejser af europæisk type
- Europæiske elektriske kædetaljer: Jævn drift, lav støj og energieffektivitet
- Manuelle løfteanordninger: Ideel til træk- og løfteopgaver
- Håndkædetaljer: Manuel løftning til områder uden strøm
- Elektriske løftere med lav frihøjde: Kompakt design for maksimal pladseffektivitet
- Pneumatiske kædetaljer: Nem håndtering til industriel brug
- Eksplosionssikre manuelle kædetaljer: Gnistsikker konstruktion af kobberlegering til eksplosionsfarlige områder
- Eksplosionssikre elektriske kædetaljer til løft i farlige områder
- Om
- Sager
- Nyheder
- Ofte stillede spørgsmål
- Hent
- Blogs
- Onlineværktøjer til beregning af kranhjulsbelastning
- VR Panorama
- Kontakt os
- E-mail: sales@hndfcrane.com
- WhatsApp: +86 191 3738 6654
- Telegram: +86 191 3738 6654
- Tlf.: +86-373-581 8299
-
