
- Industrier
-
Produkter
-
Overhead kraner
-

Enkel bjelke overhead kraner
-

Overheadkraner med doble bjelker
-

Europeisk type traverskraner
-

Eksplosjonssikre traverskraner
-

Grab og magnetiske overheadkraner
-

Monorail kraner
-

Støperioverheadkraner
-

Arbeidsstasjonskraner
-

Isolasjon traverskraner
-

Overheadkraner med lav takhøyde
-

Ta tak i overheadkraner
-

Løse traverskraner
-

Underhengte overheadkraner
-

Elektromagnetiske overheadkraner
-
-
Gantry kraner
-

Semi portalkraner
-

Enkel bjelke portalkraner
-

Gantry kraner med dobbel bjelke
-

Container portalkraner
-

Truss portalkraner
-

Justerbare portalkraner
-

Bærbare portalkraner
-

Europeiske portalkraner
-

Portalkraner i aluminium
-

Gummidekkede container portalkraner
-

Skinnemonterte containerportalkraner
-

Verfts portalkran
-
- Jibbkraner
- Spesielle kraner
- Elektriske taljer
-
Overhead kraner
-
Kran deler
-
Ta tak i bøtter
-

Elektrisk gripebøtte i rustfritt stål
-

Mekaniske gripere med fire tau med appelsinskall
-

Mekanisk gripebøtte med fire tau
-

Elektrohydrauliske rektangulære gripere
-

Elektrohydrauliske Clamshell Grabs
-

Elektrohydrauliske appelsinskallgripere, hydrauliske kaktusgripere
-

Elektrisk motor grip
-

Elektrisk monorail gripebøtte med monorail talje
-

Fjernkontroll Clamshell Grabs
-

Mekanisk to-tau Clamshell Grabs
-

Tømmergriper
-

Grabbøtte med enkelt tau
-

Rengjøringsmaskiner for søppelstativ
-

Mudringsgrep
-

Trimmegrep
-
- Kranspreder
- Kran reservedeler
-
Ta tak i bøtter
- Selskap
- Kontakt

































Slik løser du raskt gnaging av kranskinne
Løftekraner er essensielt spesialutstyr for produksjons- og produksjonsbedrifter, ansvarlig for daglig løfting, vedlikehold og installasjon av utstyr og tilbehør. Tilstanden til brokraner påvirker direkte om bedriften kan fullføre produksjonsoppgaver i tide og problemfritt. Derfor er det en viktig jobb for produksjon og vedlikehold å sikre god stand til brokraner. Skinnegnaging er et vanlig fenomen ved bruk av brokraner. Det er hovedsakelig forårsaket av avviket til kransporet eller avviket til hjulene som overskrider standarden, noe som resulterer i skinnegnag. Dette kan føre til avsporing, som ikke bare påvirker produksjonsfremdriften, men også kan forårsake ulykker. Denne artikkelen analyserer årsakene til skinnegnaging for brokraner og foreslår tilsvarende forebyggende tiltak, som hjelper deg raskt å løse brokraner som gnager skinner.

Manifestasjoner og negative effekter av gnaging av kranskinne
Ved bruk av traverskraner gnider kranens hjulfelg og skinnen mot hverandre, noe som forårsaker stor slitasje på hjulfelgen og siden av skinnen. Dette fenomenet omtales som skinnegnaging. De viktigste manifestasjonene er som følger:
- Kranen produserer en knirkende eller høy brølende lyd under drift.
- Det er flekker eller lyse merker på siden av skinnen, eller det kan være jernspon rundt skinnen.
- Under drift av kranen er det en klar indikasjon på feilstilling mellom kanthjul og skinne.
- Kranen kan oppleve motstand under drift, og på grunn av friksjonen mellom hjulfelgen og skinnen kan treg oppstart av kjøretøy og andre fenomener oppstå.
- Virkning av skinnegnaging på verkstedstruktur: Når kranhjulet gnager skinnen, vil det direkte generere horisontale sidekrefter, noe som vil føre til at skinnen avviker sideveis, noe som resulterer i utstyrsvibrasjoner og til slutt forårsaker at skruer som er festet på skinnen løsner. I tillegg kan det forårsake generelle kranfeil og varierende grad av innvirkning på stabiliteten til strukturen inne i verkstedet.
- Innvirkning av skinnegnaging på produksjon, sikkerhet og utstyr: I tilfeller der skinnegnaging er alvorlig, vil skadene på skinnen øke ytterligere, noe som gjør det vanskelig for kranen å få god kontakt med hjulene under drift, noe som til slutt påvirker bruken. Når skinnen må skiftes ut, krever den en betydelig mengde arbeidskraft, materiell og økonomiske ressurser, noe som forårsaker en stor forstyrrelse av produksjonssikkerheten.
- Virkning av skinnegnaging på elektrisk utstyr: Så snart skinnegnag oppstår, vil det først forårsake betydelig motstand under krandrift, kraftig øke den elektriske belastningen og lett forårsake skade på motoren overbelastning. Samtidig vil den økte kjøremotstanden til kranen forårsake ulik grad av skade på ulike komponenter i transmisjonssystemet.
Analyse av årsaker til at overheadkraner skinner gnager
Det er ulike årsaker til at bruken av brokraner gnager skinnene, hovedsakelig gjennom følgende grunner for teoretisk analyse:
Gnaging av skinner på grunn av orbitale årsaker
Årsak 1: Skinnetilt
Når skinnebjelkene er installert, hvis det er en tilt, vil det føre til at den installerte skinnen vipper, noe som resulterer i sideveis bevegelse av løpehjulene, og slitasje på innsiden av den ene siden av hjulfelgen og utsiden av den andre siden .
Årsak 2: Det horisontale avviket mellom to skinner overskrider standarden
På grunn av ujevn setning og deformasjon av fundamentet til verkstedet til noen brukere, er det en overskredet standard høydeforskjell mellom de to skinnene i samme tverrsnitt, noe som fører til skinnegnaging. Dersom den relative høydeforskjellen ved skinnemontering er for stor, vil det forårsake sideveis bevegelse under krandrift, og skinnegnag oppstår ofte på innsiden av den nedre skinnen og yttersiden av den høyere skinnen. Høyden på skinnen kan måles ved hjelp av et nivelleringsinstrument.
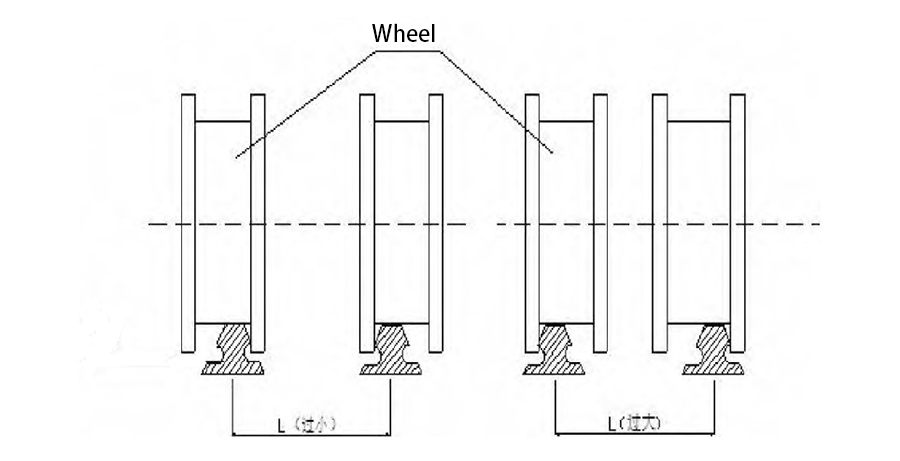
Årsak 3: Spennavvik mellom to skinner overskrider standard
Spennvidde er en viktig parameter i design av brokraner. Men under faktisk skinneinstallasjon, hvis det er en installasjonsfeil, vil det føre til problemer med spennavvik. Hvis skinnemonteringsspennet er for lite, vil det føre til skinnegnag på innsiden av felgen. Hvis skinnemonteringsspennet er for stort, vil det føre til skinnegnag på yttersiden av felgen.
Banens spenn kan måles med et stålmålebånd, den ene enden av båndet festes med en klemme, og den andre enden av båndet er bundet til en fjærskala med en strekkkraft på 0,7-0,8 kg per meter, som måles en gang hver 5m. Før måling, merk referansepunkter i midten av sporet, fjærskalaspenningen skal være den samme ved hvert målepunkt.
Årsak 4: Retthetsavvik mellom to skinner overskrider standard
1. Inkonsekvent skinnespenn, den ene enden med større sporvidde og den andre enden med mindre sporvidde, noe som får den ytre hjulfelgen til å gnage på skinnen ved den større sporvidden og den indre felgen til å gnage på skinnen ved den mindre sporvidden.
2. Skinne horisontal bøying.
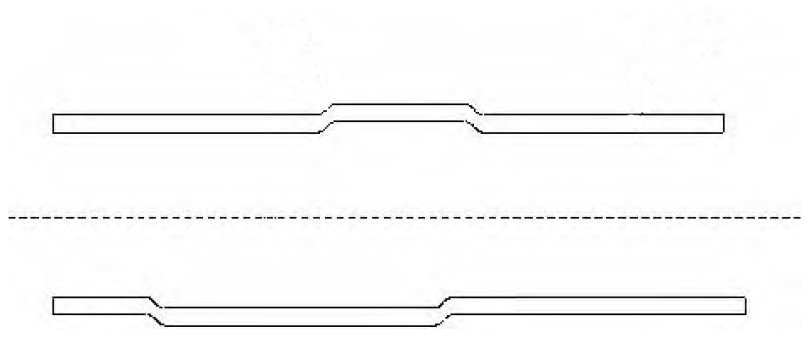
Skinnens retthet kan kontrolleres ved å trekke en 0,5 mm ståltråd mellom skinnestopperne i begge ender og deretter måle ledningens posisjon ved hjelp av et lodd. Målepunktene kan plasseres rundt 2 meter fra hverandre.
Hjulrelaterte årsaker til skinnegnag
Årsak 1: Hjuldiameteravvik
Hvis det er stor forskjell i hjuldiameter, når hjulene som er montert på forskjellige endebjelker beveger seg, vil det uunngåelig være et problem med det større hjulet som løper foran, og forårsaker et horisontalt avvik i løpebanen. Når avviket overstiger 15 mm, vil hjulflensen bli begrenset av skinnen, noe som fører til fenomenet skinnegnag. Skinnegnagen forårsaket av hjuldiameteravviket viser seg ved at det større hjulet gnager på yttersiden av skinnen under frem og tilbake bevegelse, mens det mindre hjulet gnager på innsiden av skinnen. I den innledende fasen er det ingen tegn til skinnegnag.
Årsak 2: Diagonalt avvik
De to hjulene er ikke like i diagonal, en årsak som ofte resulterer i at begge sporene tygges på innsiden eller utsiden samtidig.
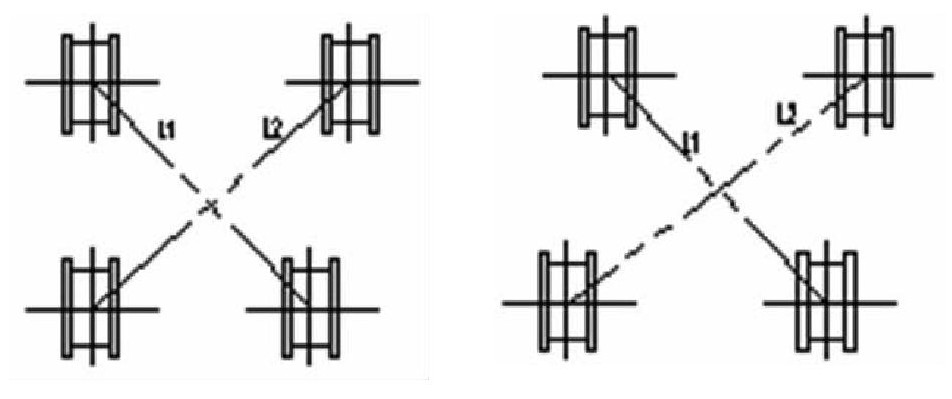
Inspeksjon av diagonal avvik: Plasser traverskranen på en skinnedel med god linearitet og finn midten av rulleflaten til hjulene ved hjelp av en stållinjal. Heng et lodd i midten og merk det tilsvarende stedet på skinnen. Gjenta denne prosessen for de tre andre hjulene. Disse fire punktene fungerer som målepunkter for diagonalen og spennvidden til hjulene. For å redusere målefeil, fest den ene enden av stållinjalen med en klemme og fest en fjærvekt til den andre enden. Spenningen bør holdes på 0,7-0,8 kg per meter spennvidde.
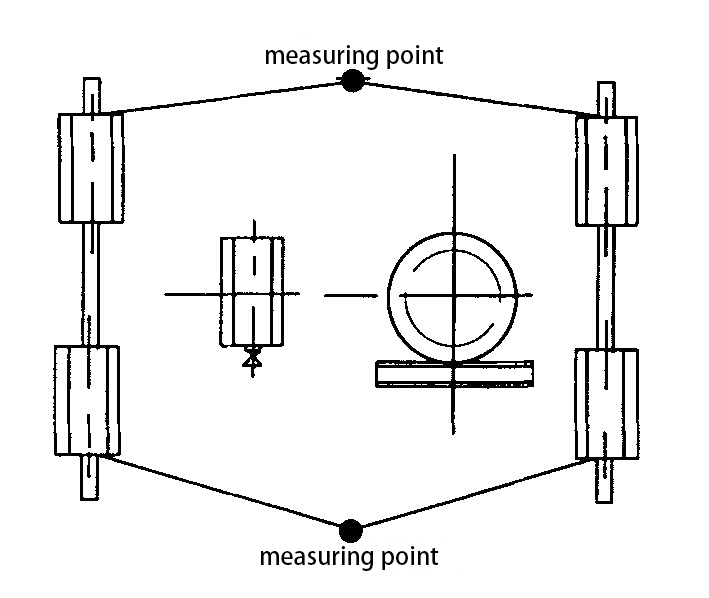
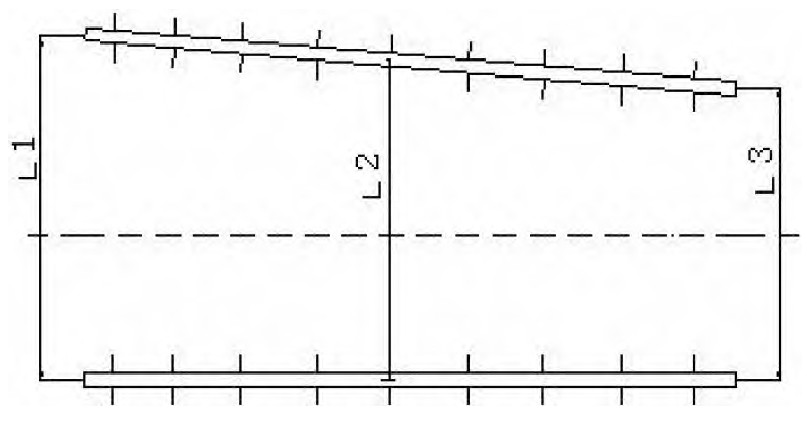
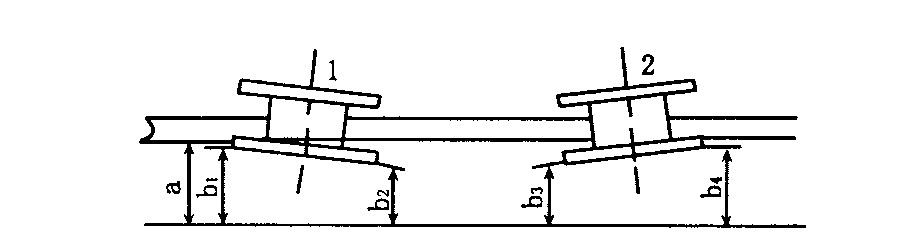
Årsak 3: Hjul horisontalt avvik
Faktorene som får hjulet til å avvike horisontalt kommer vanligvis fra transport, installasjon og driftsprosesser. For eksempel, når et av hjulene avvikes, vil det forårsake skinnegnag på den ene siden av hjulet. Når den beveger seg i motsatt retning, vil skinnegnag oppstå på den andre siden. Skinnegnag er vanligvis mer alvorlig når det er et horisontalt avvik.
Inspeksjon av hjulets horisontale avvik: Velg en skinneseksjon med god linearitet som referanse og plasser en 0,5 mm fin ståltråd parallelt med skinnens ytre overflate i en avstand lik "a". Mål deretter avstandene ved punktene "b1", "b2" og "b3" med en stållinjal. Det horisontale avviket til hjul 1 er “b1 – b2”, det horisontale avviket til hjul 2 er b4 – b3, og det rette avviket til hjulene er “(b1 + b2)/2 – (b3 + b4)/2”.
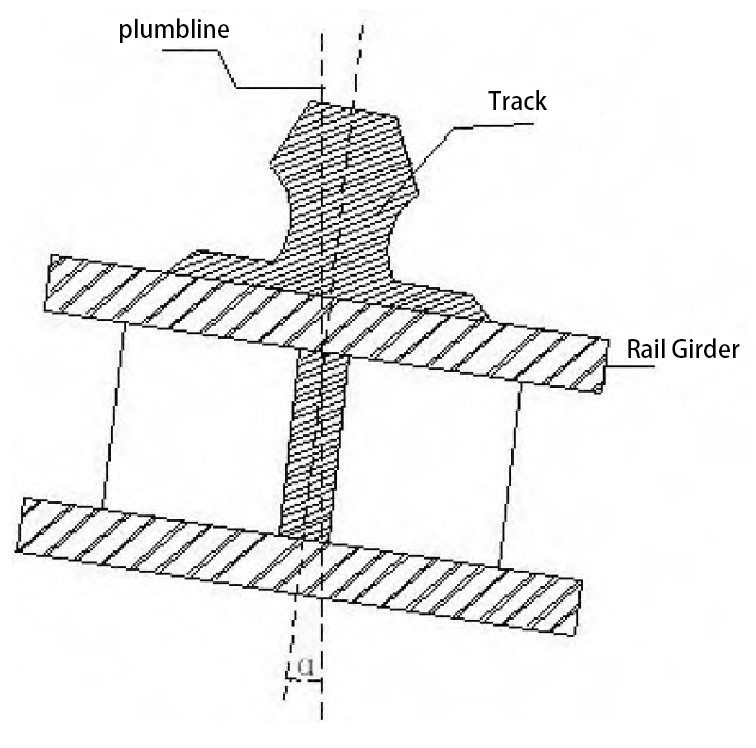
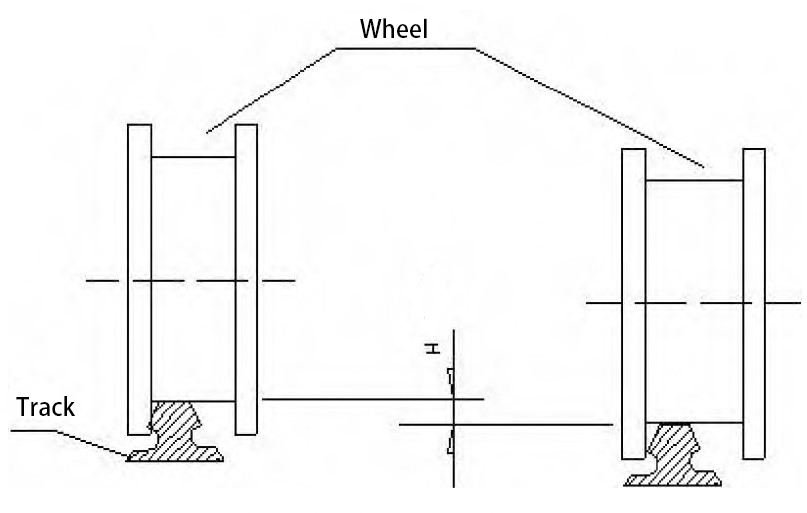
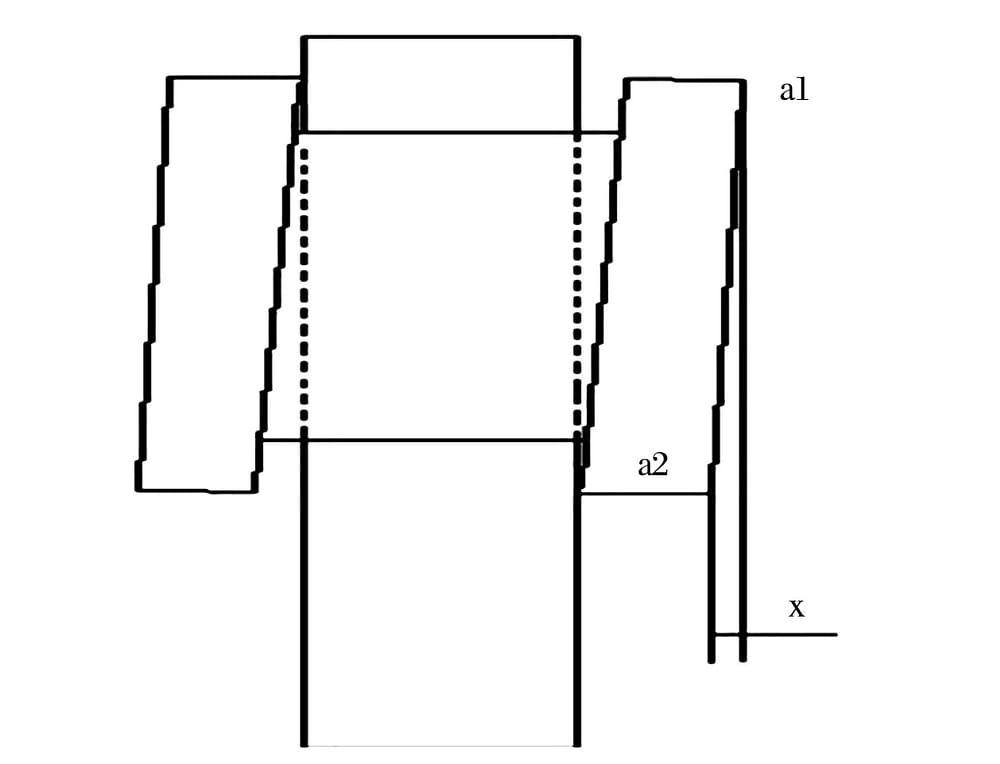
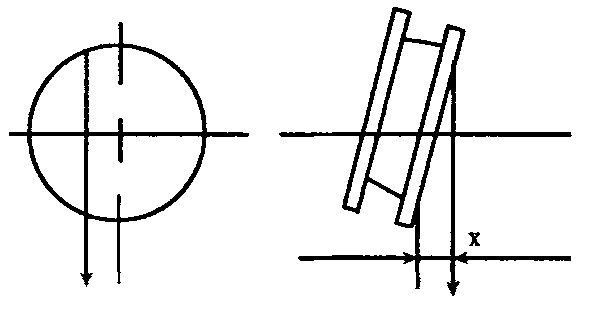
Årsak 4: Hjul vertikalt avvik
Når kranen er i tiltet tilstand, vil gapet mellom skinnen og hjulflensen reduseres betydelig. Hjulets senter vil danne en α-vinkel med den vertikale linjen. Når det vertikale avviket overstiger angitt verdi, vil skinnegnag oppstå. Derfor er det avgjørende å kontrollere det vertikale avviket.
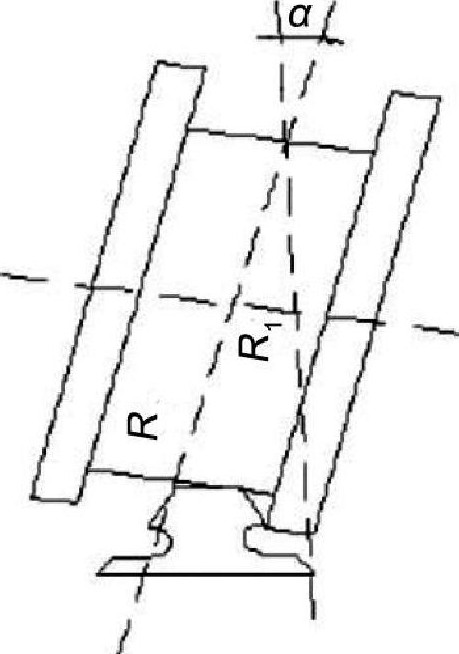
Inspeksjon av hjulets vertikale avvik: Mål X ved å bruke et lodd for å bestemme det vertikale avviket til hjulene.
Brodeformasjon som forårsaker skinnegnaging
Årsak1: Horisontal bøyning av endebjelken forårsaket av brodeformasjon
Når det er en feil i diagonalen og den er større enn 5 mm, vil det forårsake spennavvik. Hvis forskjellen er negativ, vil det føre til skinnegnag på utsiden av hjulet, og omvendt for skinnegnag på innsiden.
Årsak 2: Hjul horisontalt avvik forårsaket av horisontal bøyning av endebjelken
Grunnårsaken til dette fenomenet er at den store horisontale bøyningen av endebjelken vil øke tilt på hjulene, noe som gjør hjuljusteringen inkonsistent med skinnens senterlinje, noe som resulterer i skinnegnag.
Årsak 3: Vertikal deformasjon av broen
Når den vertikale deformasjonsamplituden til broen øker, vil den indusere en rekke strukturelle endringer, inkludert vertikal helning av kjøretøyet, fremveksten av vinkelen mellom slitebanens overflate og loddlinjen, slik at endringer i rulleradiusen til hjulene . Når kranen har lasten, øker også denne endringen, og en større nedbøyning vil også føre til fenomenet gnaging av skinnen.
Skinnegnag forårsaket av overføringssystemet
Basert på analysen av brukserfaringen til traverskranen, kan problemer med drivsystemet og bremsesystemet også forårsake skinnegnag.
- Drivsystem: Når kranen drives av flere motorer, kan inkonsekvente hastigheter forårsake avvik i hjulets kjørehastighet, noe som fører til skinnegnag.
- Bremsesystem: Inkonsekvente retardasjonsforhold for kranen kan også resultere i ulik bremseeffektivitet for hjulene, noe som gjør det vanskelig for hjulene å bremse jevnt. Når avviket overskrider grensen, oppstår skinnegnag på grunn av usynkronisert bremsing.
Andre grunner
Feil bruk, slik som at vognen ofte jobber på den ene siden, forårsaker økt trykk og motstand på hjulene på den siden, noe som resulterer i skinnegnag. Brå start eller stopp kan forårsake hjulglidning, noe som fører til skinnegnag.
Langvarig overbelastning av kranen, uautoriserte operasjoner og andre årsaker kan forårsake deformasjon av hovedbjelken, endebjelken eller trallens ramme, noe som resulterer i endringer i vertikaliteten og spennvidden til hjulene, som forårsaker skinnegnag under drift.
Avvik i hjulinnstillingen kan oppstå hvis hjulene og lagrene ikke er riktig justert etter vedlikehold og utskifting.
Løsningsstrategien til Overhead Cranes Rail Gnawing
Løsning for jernbaneproblemer
- Skinnetilt: Bruk måten å legge til stålmatte for å justere feilmengden for å sikre at skinnenivået, høyden og krumningen er i samsvar med standarden.
- Skinne horisontalt avvik: For samme tverrsnitt av de to skinnene er den relative høydeforskjellen for stor forårsaket av gnagskinnen, bør justeres med høy og lav feil, ved å bruke metoden for å legge til puter for å justere valget av vanlig stålplate, hvis tykkelse er valgt i henhold til sporet målt høy og lav feil, pads krever en flat overflate, ingen ujevnheter og fordypninger, bredden på de ytre dimensjonene bør ikke være mer enn sporets trykkplate 20 mm, undersiden av sporet skal fylles ut uten overheng, og festes til bjelken under med en trykkplate med bolter; denne metoden er økonomisk, pålitelig, effektiv og enkel i strukturen.
- Skinnespennavvik: Juster trykkplateskruene til skinnen, og juster deretter skinnen på den andre siden med den justerte skinnen som målestokk, vær oppmerksom på høyden til styreskinnen i justeringen for å få den til å samsvare med standarden.
- Rail Straightness Deviation: Kalibrer avviksposisjonen til skinnen, løsne fiskehale-klemmeplaten og de trykksatte skinneboltene, og bruk deretter håndhammeren og noen andre harde instrumenter til å hamre de skrå tappene på trykkskinnen, og få de skrånende pinnene til å trykke på siden til endre posisjonen til skinnen, og forsterk deretter de trykksatte skinneboltene, og så videre, gjenta kontrollen noen ganger, slik at den når tilsvarende nivå, og rett opp fenomenet med horisontal bøyning.
Løsning for hjulproblemer
- Hjuldiameteravvik: Når hjuldiameteravviket overstiger standarden, må det bearbeides eller skiftes ut. Diameteravviket mellom de aktive og passive hjulene etter utskifting bør ikke overstige 3 mm, ellers vil det påvirke den generelle strukturen til kranen.
- Hjuldiagonalavvik:
Hvis gnageskinnen er forårsaket av hjulets horisontale avvik, kan tykkelsen på venstre og høyre shims på lagersetet justeres. Hvis gnageskinnen er forårsaket av vertikaliteten til hjulet, kan tynne mellomlegg legges under lagersetet.
Gnaging forårsaket av hjulspenn, akselavstand, diagonal eller retthetsavvik på hjul på samme spor kan løses ved å flytte posisjonen til det drevne hjulet. - Hjul horisontal helning: Det er to metoder for å justere horisontal helning på hjulet. Den første metoden er å justere mellomleggstykkelsen på posisjoneringsnøkkelen på vinkellagerboksen for å korrigere den horisontale helningen. Den andre metoden er å lage passende posisjoneringsnøkler på nytt og sveise dem på plass for å eliminere horisontal helning.
- Hjulets vertikale helning: Metoden for å justere den vertikale helningen til hjulet er å legge til shims til vinkellagerboksen og den horisontale posisjoneringsnøkkelen, eller legge til shims mellom den horisontale posisjoneringsnøkkelen og endebjelkens bøyeplate. Avhengig av retningen på hjulets vertikale helning, legg til shims på den tilsvarende siden av vinkellagerboksen. Hvis tykkelsen på mellomlegget er større enn 2/3 av dybden til vinkellagerboksens posisjoneringsspor, legg mellomlegget direkte til endebjelkens bøyeplate for å løse skinnegnageproblemet.
Løsninger for problemer med brodeformasjon
Brodeformasjon inkluderer mange faktorer, som transport, installasjon, bruk og andre ledd. Når broen viser seg å ha en liten grad av deformasjon, kan du prioritere justeringen av hjulene, og i noen tilfeller trenger du bare å justere et enkelt hjul for å eliminere gnagingsfenomenet, for eksempel å justere den horisontale skjevheten til hjulene, vertikalt skjevhet, spenn og diagonal og så videre. Hvis brodeformasjonen overskrider et visst intervall, og det er et mer åpenbart gnageskinnefenomen, er det nødvendig å reparere de deformerte delene av broen. Den generelle behandlingsmetoden er å korrigere underforstyrrelsen av bjelken, sidebøyning, endebjelkens horisontale bøyning osv., som for eksempel å ta tiltak som forspenningskorreksjon eller flammekorreksjon. Blant dem refererer forspenningskorrigeringsmetoden til hoveddrageren under dekkplatens sveisestøttesete, og bruk av høykvalitets ståltråder som strekkforsterkninger for å motvirke deformasjonen av kranskinnen. Flame korreksjon metoden er bruk av oxyacetylen flamme, broen deformasjon deler av gjennomføringen av varmebehandling, slik at deformasjonen deler av sammentrekningen effekt, for å oppnå formålet med korreksjon av broen.
Løsningen for overføringssystemet som fører til gnaging av skinner
For separat drevne traverskraner bør begge ender velges med samme modell, de samme parametrene til motoren, dens 2 grupper av drivmekanismelagre og bremser bør justeres til samme tetthetsgrad. Samtidig, i prosessen med installasjon og bruk, bør reduksjonsrøret, koblingen og tilhørende transmisjonskomponenter testes for å sikre at installasjonens tetthet, klaring, slitasje og så videre for å opprettholde konsistens, for å maksimere unngåelse av driftsfeil.
Skinnegnaging er en betydelig bekymring for industrier som er avhengige av traverskraner. Ved å forstå årsakene bak gnaging av skinner og implementere passende løsninger, kan bedrifter redusere dette problemet, sikre jevn og sikker krandrift samtidig som vedlikeholdskostnadene minimeres.
Send din forespørsel
- E-post: sales@hndfcrane.com
- Hva skjer: +86-191 3738 6654
- Tlf.: +86-373-581 8299
- Faks: +86-373-215 7000
- Legg til: Changnao industridistrikt, Xinxiang City, Henan-provinsen, Kina