
- industrier
- Produkter
-
Kran delar
-
Ta tag i hinkar
-

Elektrisk gripskopa i rostfritt stål
-

Mekaniska fyra rep av apelsinskal
-

Mekanisk gripskopa med fyra rep
-

Elektrohydrauliska rektangulära grepp
-

Elektrohydrauliska Clamshell-grepp
-

Elektrohydrauliska apelsinskalgrepp, hydrauliska kaktusgrepp
-

Elmotorgrepp
-

Elektrisk Monorail gripskopa med Monorail-lyft
-

Fjärrkontroll Clamshell Grip
-

Mekaniska grepp med två rep
-

Timmergriper
-

Enkeltrep
-

Rengöringsmaskiner för papperskorgen
-

Muddringsgrepp
-

Trimningsgrepp
-
- Kranspridare
- Kran reservdelar
-
Ta tag i hinkar
- Företag
- Kontakt

























































Onormalt ljud från luftkran: 5 vanliga orsaker och effektiva reparationslösningar
Innehållsförteckning
Onormalt buller från traverskranar är ett vanligt problem vid brokrandrift. Den här artikeln analyserar orsakerna till onormalt buller vid traverskörning, och listar fem potentiella faktorer: kranens rörelsemekanism, kranskenor, kranbanor, grundsättningar och elektriska system. Det ger också några lösningar för de angivna bullerproblemen, i hopp om att vara till hjälp för dig.
Analys av orsaker till onormalt buller i luftkran
Det onormala ljudet som beskrivs i den här artikeln avser traverskranar i originaltillstånd, där inga komponenter som hjul, drivmekanismer eller motorer har bytts ut. Onormalt ljud orsakat av byte av kranutrustning faller inte inom ramen för denna artikel.
1. Orsaker till traverskranens rörelsemekanism
(1) Orsaker till kranhjul
Onormalt buller från kranhjul som orsakas av kranhjul är vanligt i praktiska tillämpningar, och de främsta orsakerna inkluderar:
- Överdriven horisontell eller vertikal snedställning av hjulen, vilket leder till konstant friktion och kollision mellan hjulen och rälsen under krandrift.
- Dålig hjullagersmörjning, vilket ökar körmotståndet, och lagerskador som orsakar fastsättning och onormalt ljud.
- Överdrivet slitage på hjulflänsen och kranens banskena.
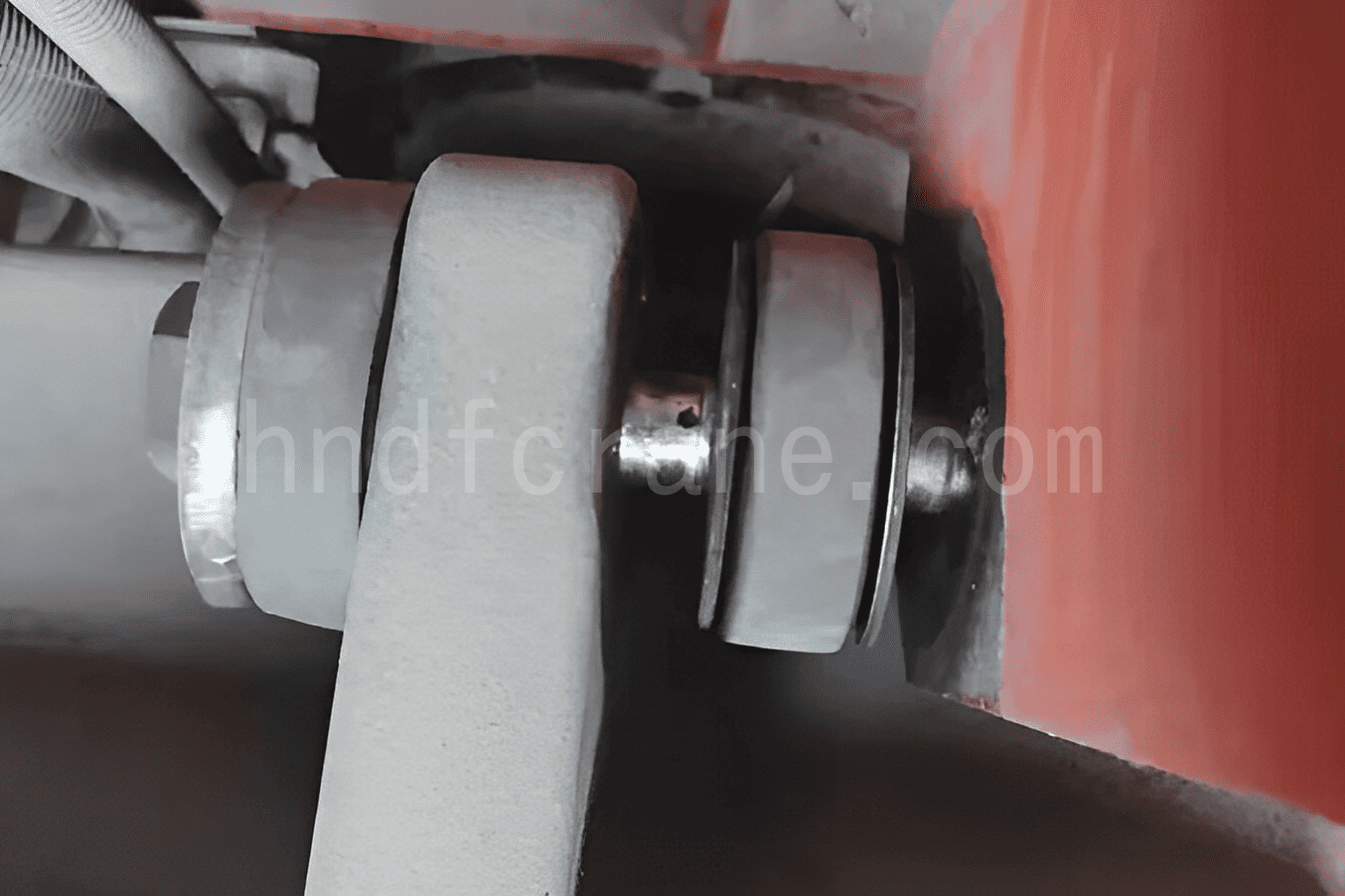
(2) Orsaker till styrhjul
Styrhjulen på en kran är hjul med en vertikal axel som hjälper kranen eller vagnen att hålla sig på spåret i rätt riktning. Felaktig installation eller justering av styrhjulen kan orsaka friktion eller kollision mellan styrhjulen och kranskenorna, vilket leder till onormalt ljud. Som visas i figur 1 kan slitaget på styrhjulen vara ganska stort.

(3) Orsaker till drivmekanismen
Kranens drivmekanism som diskuteras i den här artikeln använder "tre-i-ett"-drivmekanismen som ett exempel, även om separat arrangerade system också kan hänvisas till. De främsta orsakerna till onormalt ljud i drivmekanismen inkluderar:
- Onormalt ljud från "tre-i-ett"-reduceraren, slitage på redskap eller trasiga tänder.
- Två eller flera bromsar som inte är synkroniserade, skadade eller saknas (som visas i figur 2).
- Slitna buffertdynor (som visas i figur 3).

(4) Orsaker till kranens huvudbalk
De främsta orsakerna till onormalt ljud i kranens rörelsemekanism som orsakas av kranens huvudbalk inkluderar:
- Överdriven horisontell böjning av kranens huvudbalk, vilket leder till diagonal snedställning.
- Betydande förändringar i vridningen av huvudbalken, vilket orsakar variationer i kranens hjulbas.
2. Orsaker till kranskena
Efter långvarig krandrift, speciellt vid full belastning, ökar belastningen på rälsen, vilket kan leda till onormalt ljud vid krandrift. Om underhållet är otillräckligt kan problemen bli mer uttalade. De primära spårrelaterade orsakerna till onormalt buller inkluderar:
- Otillräcklig åtdragning eller lossning av rälsklämmuttrarna (se figur 4), vilket orsakar deformation av skenan på de lösa områdena och resulterar i onormalt ljud under kranrörelser.
- För stora mellanrum mellan skenan och kranbalken, saknade eller felaktigt placerade mellanläggsplattor.
- Vertikal snedställning av rälskarvarna som är förbundna med fiskplattor som överskrider den tillåtna toleransen, som inte har slipats eller justerats, vilket orsakar onormalt ljud när kranen passerar över den.
- Horisontell förskjutning av rälsförbanden anslutna med fiskplattor, vilket leder till onormalt ljud; fiskplattaanslutningar med för stora mellanrum (se figur 5).
- Otillräcklig jämnhet hos svetsade rälsfogsömmar, vilket leder till sprickor eller foglossning.
- Saknade skenklämmor, vilket orsakar onormalt ljud.
- Överdriven avvikelse i den horisontella eller vertikala inriktningen av skenan längs dess längd.
- Spännvidden överstiger den tillåtna avvikelsen.
- För stor höjdskillnad mellan topparna på två parallella skenor.
- Felaktig eller otillräcklig förskjutning i längdriktningen av rälskarvens positioner mellan de två parallella skenorna.
- Kraftigt slitage på rälssidorna.


3. Orsaker till kranbanan
- Överdriven nedböjning av banbalken av stål eller böjning i sidled av balken.
- Lösa leder i banbalken.
- Lösa eller saknade bultar som förbinder banbalken.
- För stor höjdskillnad mellan intilliggande balkar (se figur 6).
- Sprickbildning eller brott på betongfoglagret eller utjämningsskiktet mellan betongkranbalken och rälsen.

4. Orsaker till grundförlikning
Grundsättning avser komprimering av jordlager under ytterligare stress, vilket leder till ytsättningar. Överdriven sättning, särskilt ojämn sättning, kan göra att byggnader lutar, spricker och blir oanvändbara. Stiftelsereglering är en allmän fråga relaterad till hela fabriksstrukturen. Det kan sträcka sig från några meter småskalig lokalbebyggelse till tiotals meter storskalig totalbebyggelse.
Lokal sättning kan göra att delar av banbalken sjunker, vilket resulterar i springor mellan den nedsänkta balken och kranskenan (se figur 7). Denna lucka leder till onormalt ljud under krandrift på grund av den ökade påfrestningen på skenan. Om det inte repareras och förbättras på rätt sätt över tiden, kan det orsaka permanent deformation eller skada på kranskenan i de drabbade områdena.

Övergripande sättning är en svårare form av grundsättning som orsakar storskalig sänkning av banbalken. Ojämnheten i sättningen leder till höjdvariationer eller horisontella deformationer i banbalken, vilket i sin tur orsakar motsvarande vertikal eller horisontell deformation i kranskenorna. Under krandrift blir det onormala ljudet mer uttalat, vilket gör höghastighetskörning svår eller till och med omöjlig.
5. Elektriska orsaker
Även om de flesta fall av onormalt buller från travers under krandrift orsakas av mekaniska problem, finns det vissa elektriska faktorer som också kan bidra. Dessa inkluderar lösa eller dåliga anslutningar i motorn eller bromsledningar, samt skador eller slitage på bromsbeläggen.
Lösningar för onormalt buller från luftkran
Varje orsak till onormalt buller vid traverskörning åtgärdas med motsvarande lösningar.
1. Lösningar för kranrörelsemekanism
(1) Kranhjulslösningar
- För problem med överdriven horisontell eller vertikal snedställning av kranhjul, bör justeringsbeloppet först mätas. Referera till GB/T 14405-2011, och gör justeringar baserat på de uppmätta värdena. När du justerar horisontell förskjutning, placera shims i det vertikala planet på hjulsetet, och för vertikal förskjutning, placera shims i horisontalplanet. Efter justering, utför en provkörning och kontrollera avståndet mellan kranhjulen och skenan.
- För problem där dålig hjullagersmörjning ökar körmotståndet, bör smörjfett tillsättas omedelbart. Efteråt, utför ett test för att kontrollera flexibiliteten hos lagren. Om lagerskador orsakar fastsättning eller onormalt ljud, bör lagren bytas ut omedelbart för att förhindra ytterligare problem.
- Vid överdrivet slitage på kranhjulsflänsen och skenan, undersök först orsaken till slitaget, såsom överdriven felinställning av hjulen eller felaktig rälsinstallation. Normalt slitage på hjulflänsen kan lämnas obehandlat, men om slitaget överstiger 40% av flänsens designtjocklek bör hjulet bytas ut.
(2) Lösningar för styrhjul
För onormalt ljud orsakat av felaktig installation eller justering av styrhjulen, justera gapet mellan styrhjulet och skenan för att säkerställa att det antingen finns ett gap under krandrift eller minimal friktion eller kollision. Kontrollera om positioneringsblocket är lämpligt och om inte, justera det igen. Se GB/T 10183.1-2018 för att kontrollera den axiella parallellitetstoleransen för de horisontella styrhjulen i både riktningen vinkelrät mot och längs kranskenorna, såväl som höjdtoleransen. Justera alla områden där de faktiska värdena överskrider toleransen.
(3) Drivmekanismlösningar
- För onormalt ljud från "tre-i-ett"-reduceraren, inspektera platsen där bruset uppstår. Om kugghjulen är slitna eller har trasiga tänder bör växlarna bytas ut.
- För situationer där två eller flera bromsar inte är synkroniserade, kontrollera om bromsarna fungerar korrekt. Använd en avkännarmätare för att mäta bromsgapen och se till att de uppfyller de erforderliga specifikationerna; Om inte, justera mellanrummen därefter.
- Om bromsarna eller buffertbeläggen är skadade bör de bytas ut och regelbundna inspektioner bör utföras.
(4) Kranhuvudbalkslösningar
Kranhuvudbalkar deformeras vanligtvis inte lätt. Om deformation uppstår är det nödvändigt att verifiera om konstruktionen är lämplig, om tillverkningen uppfyller konstruktionskraven, om tillverkningsprocessen följer konstruktionsstandarder och om kraninstallationen håller standard. För frågor som överdriven horisontell böjning av huvudbalken eller betydande förändringar i camber, används vanligtvis reparationsmetoder som förstärkning av svetsarna eller användning av flamvärme. Reparationer kräver vanligtvis inblandning av tillverkaren eller professionella team. Inspektionen av huvudbalken kan utföras med hänvisning till GB/T 14405-2011.
2. Kranskena lösningar
Hanteringen av kranskenor bör fokusera på regelbundet underhåll och underhåll för att lösa problem i ett tidigt skede och förhindra skador på utrustningen.
- För problem med otillräckligt åtdragna eller lösa rälsklämmuttrar bör en kombination av regelbundna inspektioner och planerat underhåll användas för att säkerställa att muttrarna är ordentligt åtdragna.
- För stora mellanrum mellan skenan och banbalken, eller om längden på mellanrummet är för lång, justera banbalken av stål för att föra rälsens botten närmare balkens överkant. Om avståndet överstiger 200 mm, använd mellanläggsplattor med en längd på minst 100 mm och en bredd som är 10-20 mm bredare än skenbasen. Högst tre shimsplattor bör användas per set, och de bör vara ordentligt svetsade till stålbalken. För betongbalkar, använd en metod liknande den för stålbalkarna. Elastiska mellanläggsplattor rekommenderas inte på grund av frekvent slitage över tid.
- För överdriven vertikal eller horisontell snedställning vid skarvar på fiskplattans skena, kontrollera om det finns slitage på fiskplattorna. Om överdrivet slitage upptäcks, byt ut fiskplåtarna. Justera sedan skenskarvarna och skenorna för att säkerställa att den vertikala och horisontella snedställningen inte överstiger 1 mm, och mellanrummet vid skenskarvarna inte överstiger 2 mm. I regioner med temperaturskillnader på 20°C eller mer, eller under vinterinstallationer, överväg ett fogavstånd på 4-6 mm. Använd en linjal av stål och en bladmått för mätning.
- För otillräcklig jämnhet vid svetsade rälsfogar, använd en slipskiva för att jämna till toppen och sidorna av skarven för att uppfylla de erforderliga rälsfogarna. För problem där svetsade rälsfogar spricker eller lossnar bör specialiserad svetspersonal med specifika material och processer sköta reparationen. På grund av komplexiteten hos kranskensystem finns det fortfarande risk för sprickbildning eller lossning efter svetsning. Därför rekommenderas fiskplåtsanslutningar framför svetsning för brokranskenor.
- För onormalt ljud orsakat av saknade rälsklämmor, kontrollera om komponenter saknas och säkra dem för att säkerställa normal krandrift.
- För för stor horisontell eller vertikal krökningsavvikelse längs skenans längd, justera skenan så att den horisontella avvikelsen över en längd på 2 meter inte överstiger 1 mm och den vertikala avvikelsen inte överstiger 2 mm. Mätningen kan utföras med en ståltrådsmetod.
- För kranräls spännviddsavvikelser som överskrider den tillåtna toleransen, justera rälsen för att säkerställa att den maximalt tillåtna spännvidden ΔS är som följer:
- När S≤16 m, △S =±5 mm
- När S>16 m, △S =±[5+0,25(S-16)]mm
- ΔS: kranskenas spännviddsavvikelse
- S: kranskenans spännvidd
- Den maximala avvikelsen får inte överstiga ±15 mm. För specifik implementering, se GB/T 10183.1-2018, Kranskenans spännvidd kan mätas med hjälp av en ståltejp och fjäderskala.
- För stora höjdskillnader mellan ovansidan av två parallella kranskenor, justera banbalken och skenan för att säkerställa att höjdskillnaden inte överstiger 10 mm. Använd en nivå för att ta flera mätningar.
- För parallella rälskarvar som inte är förskjutna i längdriktningen eller har felaktiga förskjutningsavstånd, justera skenorna för att säkerställa att avståndet inte är mindre än 600 mm och inte matchar hjulbasen på kranens fram- och bakhjul.
- Om slitaget på rälssidorna överstiger 15% av den ursprungliga rälsbredden måste skenorna bytas ut.
3. Runway Girder Solutions
Banbalkens kvalitet är grunden för att säkerställa kvaliteten på rälsinstallationen. Innan du installerar rälsen är det viktigt att se till att banbalkens installationsavvikelse uppfyller de krav som krävs. En detaljerad inspektion av banbalken ska utföras före rälsinstallation och banbalkens baslinje ska markeras vid inspektionen. Detta kan mätas med en teodolit, medan nivån kan mätas med ett avvägningsinstrument.
Godkännandet av banbalkar av stål måste följa GB 50205-2017, medan godkännandet av banbalkar i armerad betong måste följa GB 50204-2015. För närvarande finns det ingen specifik standard för hybridbanor i stålbetong.
- För frågor som överdriven nedböjning eller lateral böjning av banbalken av stål är det nödvändigt att verifiera om konstruktionen uppfyller de krav som krävs och om installationen är kvalificerad. För reparationer kan uppvärmningsmetoder användas för att korrigera balken.
- För lösa skarvar eller lösa och saknade bultar i banbalken bör svetsreparationer och bultdragning utföras. Om det finns för stor höjdvariation mellan intilliggande balkar, justera höjden på de intilliggande banbalkarna för att minska höjdavvikelsen.
- Om betongfogskiktet eller utjämningsskiktet mellan betongkranbalken och skenan är skadat, kontrollera tjockleken på det sekundära gjutskiktet. Om tjockleken är otillräcklig, rekommenderas att använda andra metoder. Om tjockleken är tillräcklig bör nya formar sättas upp för att hälla cement, och efter att cementen har härdat ordentligt kan kranen återuppta driften.
4. Foundation Settlement Solutions
Stiftelseavveckling i ett tidigt skede är en relativt vanlig företeelse. Allt eftersom grundtekniken fortsätter att utvecklas har storskaliga bosättningsproblem blivit mindre frekventa, även om lokal bosättning fortfarande sker ibland. Lokal bosättning tenderar att ske i liten skala men kräver fortfarande förebyggande och behandling.
(1) Förebyggande: Avveckling kan övervakas genom att inrätta övervakningspunkter för avveckling. Precisionsutjämningsmetoder används vanligtvis för att mäta mängden sättningar.
(2) Behandling: För lokaliserad sättning av banbalkar orsakade av grundsättningar, bör professionella reparationer utföras för att eliminera sjunkandet och i sin tur lösa onormala ljudproblem under krandrift. Om den lokala sättningen är liten kan mellanläggsplattor användas mellan banbalken och rälsen, men mellanläggsplattorna måste fästas säkert för att förhindra att de lossnar under krandrift.
5. Elektriska fellösningar
För onormalt buller från traverskranen orsakat av lösa eller felaktiga anslutningar i kranmotorn eller bromsledningarna, bör anslutningsterminalerna dras åt omedelbart och regelbundna inspektioner bör planeras. Om bromsbeläggen är skadade bör de bytas ut. Om bromsbeläggen är slitna, kontrollera först ledningarna för att säkerställa att de fungerar korrekt, observera sedan bromsbeläggen. Om intermittent fel inträffar, byt ut bromsbeläggen och om det finns tillräckligt med reservdelar, fortsätt med utbyte för att förhindra framtida problem.
Slutsats
Att åtgärda onormalt buller från traverskranar är avgörande för att säkerställa smidig krandrift och förhindra ytterligare mekaniska problem. Genom att förstå de vanliga orsakerna och implementera lämpliga lösningar kan operatörer avsevärt minska stilleståndstiden och kostsamma reparationer.
Hänvisning: Analys och lösningar för onormalt buller i luftkrandrift

Jag är Cindy, med 10 års arbetslivserfarenhet inom kranbranschen och samlat på mig en mängd professionell kunskap. Jag har valt de tillfredsställande kranarna för 500+ kunder. Om du har några behov eller frågor om kranar är du välkommen att kontakta mig, jag kommer att använda min expertis och praktiska erfarenhet för att hjälpa dig att lösa problemet!
Skicka din förfrågan
- E-post: sales@hndfcrane.com
- WhatsApp: +86-191 3738 6654
- Tel: +86-373-581 8299
- Fax: +86-373-215 7000
- Lägg till: Changnao Industrial District, Xinxiang City, Henan-provinsen, Kina