
- endüstriler
-
Ürünler
- Gezer Vinçler
-
Portal Vinçler
-

Yarı Portal Vinçler
-

Tek Kiriş Portal Vinçler
-

Çift Kiriş Portal Vinçler
-

Konteyner Portal Vinçler
-

Truss Portal Vinçler
-

Ayarlanabilir Portal Vinçler
-

Portatif Portal Vinçler
-

Avrupa Portal Vinçler
-

Alüminyum Portal Vinçler
-

Lastik Tekerlekli Konteyner Gantry Vinçleri
-

Raylı Konteyner Portal Vinçleri
-

Tersane Gantry Vinç
-
- Pergel Vinçler
- Özel Vinçler
- Elektrikli Vinçler
-
Vinç Parçaları
-
Kepçeler
-

Elektrikli Paslanmaz Çelik Kepçe
-

Mekanik Dört Halatlı Portakal Kabuğu Tutucular
-

Mekanik Dört Halatlı Midye Kabuğu Kepçe Kovası
-

Elektro Hidrolik Dikdörtgen Tutucular
-

Elektro hidrolik Midye Kabuğu Tutucular
-

Elektro Hidrolik Portakal Kabuğu Kepçeleri, Hidrolik Kaktüs Kepçesi
-

Elektrikli Motor Kepçesi
-

Monoray Vinçli Elektrikli Monoray Kepçe
-

Uzaktan Kumandalı Midye Kabuğu Tutucular
-

Mekanik İki Halatlı Midye Kabuğu Tutucular
-

Kereste Kapmacaları
-

Tek Halatlı Kepçe
-

Çöp Rafı Temizleme Makineleri
-

Tarama Kepçeleri
-

Kırpma Tutma
-
- Vinç Yayıcı
- Vinç Yedek Parçaları
-
Kepçeler
- Şirket
- Temas etmek













































Köprülü Vinçlerde Anormal Gürültü: 5 Yaygın Neden ve Etkili Onarım Çözümleri
İçindekiler
Köprü vinç operasyonlarında köprü vinç anormal gürültüsü yaygın bir sorundur. Bu makale, köprü vinç operasyonlarında anormal gürültünün nedenlerini analiz ederek beş olası faktörü listeliyor: vinç hareket mekanizması, vinç rayları, vinç pist kirişleri, temel çökmesi ve elektrik sistemleri. Ayrıca, size yardımcı olmayı umarak listelenen gürültü sorunları için bazı çözümler de sunuyor.
Köprülü Vinçlerde Anormal Gürültü Nedenlerinin Analizi
Bu makalede açıklanan anormal gürültü, tekerlekler, tahrik mekanizmaları veya motorlar gibi hiçbir bileşenin değiştirilmediği orijinal hallerindeki üstten çalışan vinçleri ifade eder. Vinç ekipmanının değiştirilmesinden kaynaklanan anormal gürültü bu makalenin kapsamına girmez.
1. Vinç Hareket Mekanizmasının Nedenleri
(1) Vinç Tekerleği Nedenleri
Vinç tekerleklerinin neden olduğu köprülü vinç anormal gürültüsü pratik uygulamalarda yaygındır ve başlıca nedenleri şunlardır:
- Vinç çalışması sırasında tekerleklerin yatay veya düşey yönde aşırı hizalanmaması, tekerlekler ile raylar arasında sürekli sürtünme ve çarpışmaya neden olur.
- Tekerlek rulmanlarının yağlanmaması, çalışma direncini artırır ve rulman hasarı, yapışmaya ve anormal sese neden olur.
- Tekerlek flanşı ve vinç rayında aşırı aşınma.
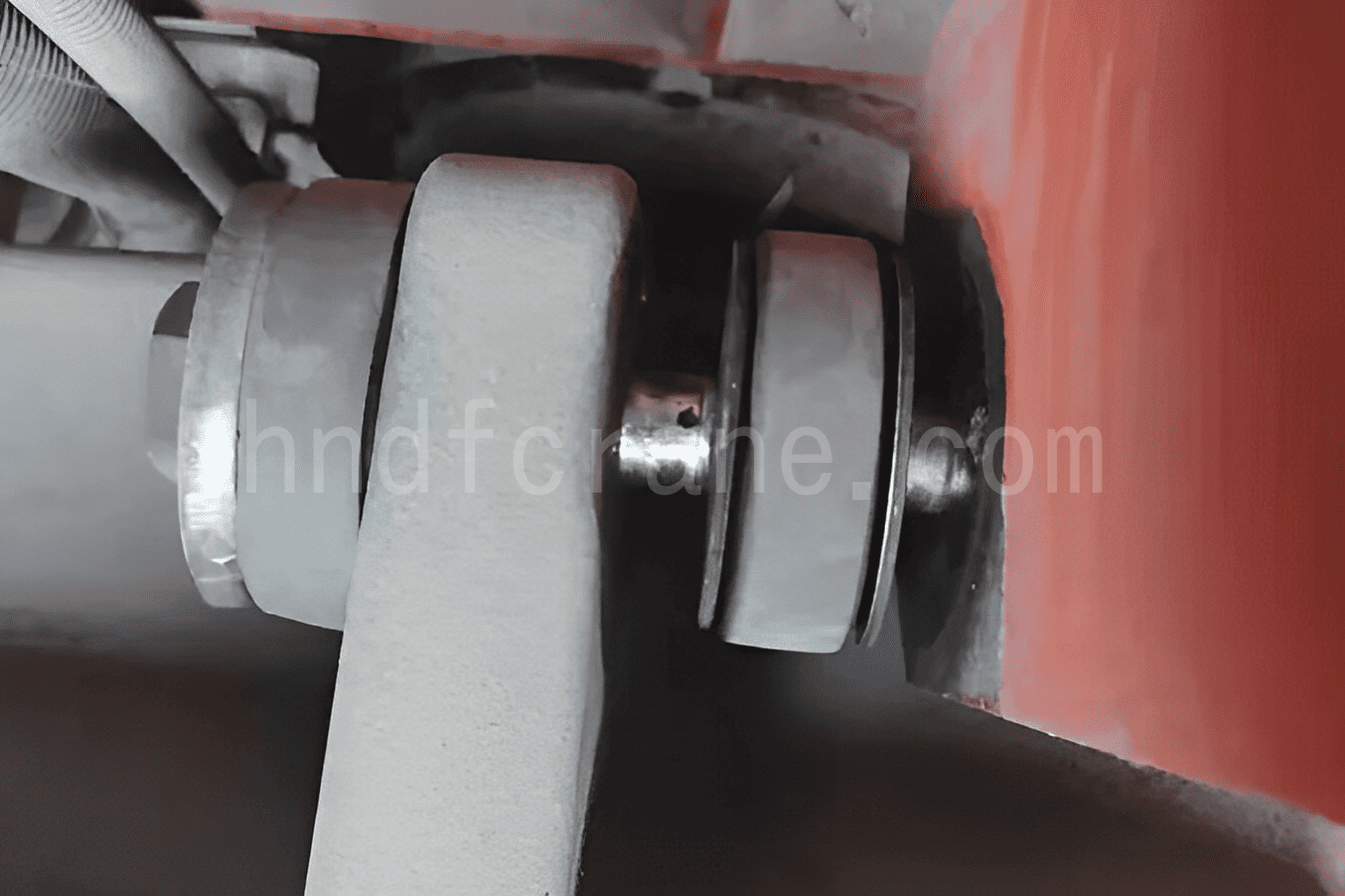
(2) Kılavuz Tekerlek Nedenleri
Bir vincin kılavuz tekerlekleri, vincin veya troleybüsün doğru yönde yolda kalmasına yardımcı olan dikey eksenli tekerleklerdir. Kılavuz tekerleklerin uygunsuz bir şekilde takılması veya ayarlanması, kılavuz tekerlekler ile vinç rayları arasında sürtünmeye veya çarpışmaya neden olarak anormal bir gürültüye yol açabilir. Şekil 1'de gösterildiği gibi, kılavuz tekerleklerdeki aşınma oldukça şiddetli olabilir.

(3) Tahrik Mekanizması Nedenleri
Bu makalede ele alınan vincin tahrik mekanizması, örnek olarak "üç-bir-arada" tahrik mekanizmasını kullanır, ancak ayrı olarak düzenlenmiş sistemlere de başvurulabilir. Tahrik mekanizmasındaki anormal gürültünün başlıca nedenleri şunlardır:
- “Üçü bir arada” redüktörden gelen anormal ses, dişli aşınması veya kırık dişler.
- İki veya daha fazla fren senkronize değil, hasarlı veya eksik (Şekil 2'de gösterildiği gibi).
- Aşınmış tampon pedleri (Şekil 3'te gösterildiği gibi).

(4) Vinç Ana Kirişi Nedenleri
Vinç ana kirişinden kaynaklanan vincin yürüyüş mekanizmasındaki anormal gürültünün başlıca nedenleri şunlardır:
- Vinç ana kirişinin yatay yönde aşırı eğilmesi, çapraz hizalamanın bozulmasına yol açıyor.
- Ana kirişin eğiminde önemli değişiklikler meydana gelerek vincin dingil mesafesinde değişimler meydana geliyor.
2. Vinç Rayının Nedenleri
Uzun süreli vinç çalışmasından sonra, özellikle tam yük altında, raylardaki stres artar ve bu da vinç çalışması sırasında anormal gürültüye yol açabilir. Bakım yetersizse, sorunlar daha belirgin hale gelebilir. Anormal gürültünün rayla ilgili birincil nedenleri şunlardır:
- Ray sıkıştırma somunlarının yetersiz sıkılması veya gevşetilmesi (bkz. Şekil 4), rayın gevşek bölgelerinde deformasyona neden olur ve vinç hareketi sırasında anormal gürültüye yol açar.
- Ray ile vinç kirişi arasında aşırı boşluklar, eksik veya yanlış yerleştirilmiş shim plakaları.
- Vinç üzerinden geçtiğinde anormal ses çıkaran, izin verilen toleransı aşan, taşlanmamış veya ayarlanmamış, balık plakalarıyla bağlanan ray bağlantılarının düşey hizalama hatası.
- Balık plakalarıyla bağlanan ray bağlantılarının yatay hizalamasının bozulması, anormal sese yol açar; aşırı boşluklu balık plakası bağlantıları (bkz. Şekil 5).
- Kaynaklı ray birleştirme dikişlerinin yetersiz düzgünlüğü, çatlaklara veya birleştirme yerlerinin ayrılmasına yol açar.
- Eksik ray kelepçeleri anormal sese neden oluyor.
- Rayın uzunluğu boyunca yatay veya düşey hizalanmasında aşırı sapma.
- Ray açıklığı izin verilen sapmayı aşıyor.
- İki paralel rayın üst kısımları arasında aşırı yükseklik farkı var.
- İki paralel ray arasındaki ray birleştirme yerlerinin uzunlamasına ofsetinin yanlış veya yetersiz olması.
- Ray kenarlarında şiddetli aşınma.


3. Vinç Pist Kirişi Nedenleri
- Çelik pist kirişinin aşırı aşağı doğru sapması veya kirişin yanal yönde eğilmesi.
- Pist kirişindeki gevşek bağlantılar.
- Pist kirişini bağlayan gevşek veya eksik cıvatalar.
- Bitişik kirişler arasında aşırı yükseklik farkı (bkz. Şekil 6).
- Beton vinç kirişi ile raylar arasındaki beton harç tabakasının veya tesviye tabakasının çatlaması veya kırılması.

4. Temel Çökmesinin Nedenleri
Temel çökmesi, ek stres altında toprak katmanlarının sıkışması ve yüzey çökmesine yol açması anlamına gelir. Aşırı çökme, özellikle düzensiz çökme, binaların eğilmesine, çatlamasına ve kullanılamaz hale gelmesine neden olabilir. Temel çökmesi, tüm fabrika yapısıyla ilgili genel bir sorundur. Birkaç metrelik küçük ölçekli yerel çökmeden onlarca metrelik büyük ölçekli genel çökmeye kadar değişebilir.
Yerel yerleşim, pist kirişinin bazı kısımlarının batmasına neden olabilir ve bu da batık kiriş ile vinç rayı arasında boşluklar oluşmasına neden olur (bkz. Şekil 7). Bu boşluk, ray üzerindeki artan stres nedeniyle vinç çalışması sırasında anormal gürültüye yol açar. Zamanla düzgün bir şekilde onarılmaz ve iyileştirilmezse, etkilenen bölgelerde vinç rayında kalıcı deformasyona veya hasara neden olabilir.

Genel çökme, pist kirişinin büyük ölçekli çökmesine neden olan daha ciddi bir temel çökme biçimidir. Çökmenin dengesizliği, pist kirişinde yükseklik değişimlerine veya yatay deformasyona yol açar ve bu da vinç raylarında karşılık gelen dikey veya yatay deformasyona neden olur. Vinç çalışması sırasında, anormal gürültü daha belirgin hale gelir ve yüksek hızlı çalışmayı zorlaştırır veya hatta imkansız hale getirir.
5. Elektriksel Nedenler
Vinç çalışması sırasındaki üstten vinç anormal gürültüsünün çoğu mekanik sorunlardan kaynaklansa da, katkıda bulunabilecek bazı elektriksel faktörler de vardır. Bunlar arasında motor veya fren kablolarındaki gevşek veya zayıf bağlantılar ve fren balatalarındaki hasar veya aşınma yer alır.
Köprülü Vinçlerde Anormal Gürültü İçin Çözümler
Vinç çalışmasında anormal gürültüye neden olan her bir neden, uygun çözümlerle ele alınmaktadır.
1. Vinç Seyahat Mekanizması Çözümleri
(1) Vinç Tekerlek Çözümleri
- Yatay veya dikey hizalamanın aşırı derecede yanlış olmasıyla ilgili sorunlar için vinç tekerlekleri, ayarlama tutarı ilk önce ölçülmelidir. Bkz. GB/T 14405-2011ve ölçülen değerlere göre ayarlamalar yapın. Yatay hizalama yanlışlığını ayarlarken, tekerlek setinin dikey düzlemine takozlar yerleştirin ve dikey hizalama yanlışlığı için, takozları yatay düzleme yerleştirin. Ayarlamadan sonra, bir test çalışması gerçekleştirin ve vinç tekerlekleri ile ray arasındaki boşluğu kontrol edin.
- Kötü tekerlek yatağı yağlamasının çalışma direncini artırdığı sorunlar için, derhal yağlama gresi eklenmelidir. Daha sonra, yatakların esnekliğini kontrol etmek için bir test gerçekleştirin. Yatak hasarı yapışmaya veya anormal gürültüye neden oluyorsa, daha fazla sorunu önlemek için yataklar derhal değiştirilmelidir.
- Vinç tekerlek flanşı ve rayın aşırı aşınması için, öncelikle aşınmanın nedenini araştırın, örneğin aşırı tekerlek hizalama hatası veya uygunsuz ray montajı. Tekerlek flanşındaki normal aşınma tedavi edilmeden bırakılabilir, ancak aşınma flanşın tasarım kalınlığının 40%'sini aşarsa, tekerlek değiştirilmelidir.
(2) Kılavuz Tekerlek Çözümleri
Kılavuz tekerleklerin yanlış takılması veya ayarlanması nedeniyle oluşan anormal gürültü için, vinç çalışması sırasında bir boşluk veya minimum sürtünme veya çarpışma olduğundan emin olmak için kılavuz tekerlek ile ray arasındaki boşluğu ayarlayın. Konumlandırma bloğunun uygun olup olmadığını kontrol edin ve uygun değilse yeniden ayarlayın. Yatay kılavuz tekerleklerin hem vinç raylarına dik hem de raylar boyunca eksenel paralellik toleransını ve yükseklik toleransını kontrol etmek için GB/T 10183.1-2018'e bakın. Gerçek değerlerin toleransı aştığı alanları ayarlayın.
(3) Tahrik Mekanizması Çözümleri
- "Üçü bir arada" redüktörden anormal bir ses geliyorsa, sesin geldiği yeri inceleyin. Dişliler aşınmışsa veya dişleri kırılmışsa, dişliler değiştirilmelidir.
- İki veya daha fazla frenin senkronize olmadığı durumlarda, frenlerin düzgün çalışıp çalışmadığını kontrol edin. Fren boşluklarını ölçmek için bir kalınlık ölçer kullanın ve gerekli özelliklere uyduğundan emin olun; eğer uymuyorsa, boşlukları buna göre ayarlayın.
- Fren veya tampon balatalarında hasar varsa, bunlar değiştirilmeli ve düzenli kontroller yapılmalıdır.
(4) Vinç Ana Kiriş Çözümleri
Vinç ana kirişleri genellikle kolayca deforme olmaz. Deformasyon meydana gelirse, tasarımın uygun olup olmadığını, üretimin tasarım gereksinimlerini karşılayıp karşılamadığını, üretim sürecinin inşaat standartlarını takip edip etmediğini ve vinç kurulumunun standartlara uygun olup olmadığını doğrulamak gerekir. Ana kirişin aşırı yatay bükülmesi veya eğimde önemli değişiklikler gibi sorunlar için genellikle kaynakları güçlendirme veya alev ısıtma kullanma gibi onarım yöntemleri kullanılır. Onarımlar genellikle üreticinin veya profesyonel ekiplerin katılımını gerektirir. Ana kirişin denetimi GB/T 14405-2011'e atıfta bulunularak gerçekleştirilebilir.
2. Vinç Ray Çözümleri
Vinç raylarının kullanımında, ekipmana gelebilecek hasarların erken aşamada önlenmesi için düzenli bakım ve onarıma odaklanılmalıdır.
- Ray kelepçe somunlarının yeterince sıkılmaması veya gevşek olması durumunda, somunların düzgün şekilde sıkıldığından emin olmak için düzenli denetimler ve planlı bakımın bir kombinasyonu kullanılmalıdır.
- Ray ile pist kirişi arasında aşırı boşluklar varsa veya boşluğun uzunluğu çok uzunsa, rayın alt kısmını kirişin üst kısmına yaklaştırmak için çelik pist kirişini ayarlayın. Boşluk 200 mm'yi aşarsa, en az 100 mm uzunluğunda ve ray tabanından 10-20 mm daha geniş genişlikte shim plakaları kullanın. Set başına üçten fazla shim plakası kullanılmamalı ve bunlar çelik kirişe güvenli bir şekilde kaynaklanmalıdır. Beton kirişler için, çelik kirişlerde kullanılan yönteme benzer bir yöntem kullanın. Zamanla sık sık aşındığı için elastik shim plakaları önerilmez.
- Balık plakası ray bağlantılarında aşırı dikey veya yatay hizalama hatası varsa, balık plakalarında aşınma olup olmadığını kontrol edin. Aşırı aşınma bulunursa, balık plakalarını değiştirin. Ardından, dikey ve yatay hizalama hatasının 1 mm'yi geçmediğinden ve ray bağlantılarındaki boşluğun 2 mm'yi geçmediğinden emin olmak için ray bağlantılarını ve rayları ayarlayın. 20°C veya daha fazla sıcaklık farkı olan bölgelerde veya kış kurulumları sırasında, 4-6 mm'lik bir bağlantı boşluğu düşünün. Ölçüm için çelik bir cetvel ve kalınlık ölçer kullanın.
- Kaynaklı ray bağlantılarında yetersiz pürüzsüzlük için, gerekli ray bağlantı standartlarını karşılamak üzere bağlantının üst ve yanlarını pürüzsüzleştirmek için bir taşlama tekerleği kullanın. Kaynaklı ray bağlantılarının çatladığı veya gevşediği sorunlar için, onarımı belirli malzemeler ve süreçlere sahip uzman kaynak personeli yapmalıdır. Vinç ray sistemlerinin karmaşıklığı nedeniyle, kaynaktan sonra hala çatlama veya gevşeme riski vardır. Bu nedenle, köprü vinç ray bağlantıları için kaynak yerine balık plakası bağlantıları önerilir.
- Eksik ray kelepçelerinden kaynaklanan anormal gürültü için, eksik bileşenleri kontrol edin ve normal vincin çalışmasını sağlamak için bunları sabitleyin.
- Rayın uzunluğu boyunca aşırı yatay veya dikey eğrilik sapması için, 2 metrelik bir uzunluk boyunca yatay sapma 1 mm'yi, dikey sapma ise 2 mm'yi aşmayacak şekilde rayı ayarlayın. Ölçüm çelik tel yöntemi kullanılarak yapılabilir.
- İzin verilen toleransı aşan vinç rayı açıklık sapmaları için, izin verilen maksimum açıklık sapması ΔS'nin aşağıdaki gibi olmasını sağlamak üzere rayları ayarlayın:
- S≤16 m olduğunda, △S =±5 mm
- S>16 m olduğunda, △S =±[5+0.25(S-16)]mm
- ΔS: vinç rayı açıklık sapması
- S: vinç rayı açıklığı
- Maksimum sapma ±15 mm'yi geçmemelidir. Belirli uygulama için GB/T 10183.1-2018'e bakın, Vinç ray açıklığı çelik şerit ve yaylı terazi kullanılarak ölçülebilir.
- İki paralel vinç rayının tepeleri arasındaki aşırı yükseklik farkları için, yükseklik farkının 10 mm'yi geçmemesini sağlamak için pist kirişini ve rayı ayarlayın. Birden fazla ölçüm almak için bir su terazisi kullanın.
- Uzunlamasına kademeli olmayan veya kademelilik mesafeleri yanlış olan paralel ray bağlantıları için, rayları, mesafenin en az 600 mm olmasını ve vincin ön ve arka tekerleklerinin dingil mesafesine uymamasını sağlayacak şekilde ayarlayın.
- Ray kenarlarındaki aşınma orijinal ray genişliğinin 15%'sini aşarsa rayların değiştirilmesi gerekir.
3. Pist Kiriş Çözümleri
Pist kirişinin kalitesi, ray montajının kalitesinin sağlanması için temeldir. Rayları monte etmeden önce, pist kirişinin montaj sapmasının gerekli standartları karşıladığından emin olmak esastır. Ray montajından önce pist kirişinin detaylı bir incelemesi yapılmalı ve inceleme sırasında pist kirişinin taban çizgisi işaretlenmelidir. Bu, bir teodolit kullanılarak ölçülebilirken, seviye bir tesviye aletiyle ölçülebilir.
Çelik pist kirişlerinin kabulü GB 50205-2017'yi takip etmeli, betonarme pist kirişlerinin kabulü ise GB 50204-2015'i takip etmelidir. Şu anda hibrit çelik-beton pist kirişleri için belirli bir standart bulunmamaktadır.
- Çelik pist kirişinin aşırı aşağı doğru sapması veya yanal eğilmesi gibi sorunlar için, tasarımın gerekli standartları karşılayıp karşılamadığını ve kurulumun nitelikli olup olmadığını doğrulamak gerekir. Onarımlar için, kirişi düzeltmek için ısıtma yöntemleri kullanılabilir.
- Pist kirişindeki gevşek bağlantılar veya gevşek ve eksik cıvatalar için kaynak onarımları ve cıvata sıkma işlemleri yapılmalıdır. Bitişik kirişler arasında aşırı yükseklik farkı varsa, yükseklik sapmasını azaltmak için komşu pist kirişlerinin yüksekliğini ayarlayın.
- Beton vinç kirişi ile ray arasındaki beton harç tabakası veya tesviye tabakası hasarlıysa, ikincil döküm tabakasının kalınlığını kontrol edin. Kalınlık yetersizse, başka yöntemler kullanılması önerilir. Kalınlık yeterliyse, çimento dökmek için yeni kalıplar kurulmalı ve çimento düzgün bir şekilde kürlendikten sonra vinç çalışmaya devam edebilir.
4. Temel Yerleşim Çözümleri
Erken aşama temel çökmesi nispeten yaygın bir durumdur. Temel teknolojisi gelişmeye devam ettikçe, büyük ölçekli çökme sorunları daha az sıklıkta görülmeye başlandı, ancak yerel çökmeler hala ara sıra meydana geliyor. Yerel çökmeler genellikle küçük ölçekte meydana gelir, ancak yine de önleme ve tedavi gerektirir.
(1) Önleme: Çökme, çökme izleme noktalarının kurulmasıyla izlenebilir. Çökme miktarını ölçmek için genellikle hassas tesviye yöntemleri kullanılır.
(2) Tedavi: Temel çökmesinden kaynaklanan yerel pist kirişi çökmesi için, batmayı ortadan kaldırmak ve buna bağlı olarak vinç çalışması sırasında anormal gürültü sorunlarını çözmek için profesyonel onarımlar yapılmalıdır. Yerel çökme küçükse, pist kirişi ile raylar arasında shim plakaları kullanılabilir, ancak shim plakaları vinç çalışması sırasında ayrılmalarını önlemek için güvenli bir şekilde sabitlenmelidir.
5. Elektrik Arıza Çözümleri
Vinç motorundaki veya fren kablolarındaki gevşek veya hatalı bağlantılardan kaynaklanan üstten vinç anormal gürültüsü için, bağlantı terminalleri derhal sıkılmalı ve düzenli denetimler planlanmalıdır. Fren balataları hasarlıysa, değiştirilmelidir. Fren balataları aşınmışsa, önce kabloların düzgün çalıştığından emin olmak için kontrol edin, ardından fren balatalarını inceleyin. Aralıklı arıza meydana gelirse, fren balatalarını değiştirin ve yeterli yedek parça varsa, gelecekteki sorunları önlemek için değiştirme işlemine geçin.
Çözüm
Vinçlerin anormal gürültüsünü ele almak, vinçlerin sorunsuz çalışmasını sağlamak ve daha fazla mekanik sorunu önlemek için çok önemlidir. Ortak nedenleri anlayarak ve uygun çözümleri uygulayarak, operatörler duruş süresini ve maliyetli onarımları önemli ölçüde azaltabilir.
Referans: Köprülü Vinç Operasyonlarında Anormal Gürültünün Analizi ve Çözümleri

Ben Cindy, vinç sektöründe 10 yıllık çalışma deneyimim ve çok sayıda profesyonel bilgi birikimim var. 500'den fazla müşteri için tatmin edici vinçleri seçtim. Vinçlerle ilgili herhangi bir ihtiyacınız veya sorunuz varsa lütfen benimle iletişime geçmekten çekinmeyin, uzmanlığımı ve pratik deneyimimi kullanarak sorunu çözmenize yardımcı olacağım!
Sorgunuzu Gönderin
- E-posta: satış@hndfcrane.com
- Naber: +86-191 3738 6654
- Tel: +86-373-581 8299
- Faks: +86-373-215 7000
- Adres: Changnao Sanayi Bölgesi, Xinxiang Şehri, Henan Eyaleti, Çin